- Стандартные резьбы. Обозначения
- Резьба метрическая
- ГОСТ 8724-2002 (ИСО 261-98)
- Резьба метрическая для деталей из пластмасс
- ГОСТ 11709-81
- Резьба цилиндрическая трубная BSP (BSPP)
- ГОСТ 6357-81
- Резьба трапецеидальная
- ГОСТ 9484-81 Профили ГОСТ 24738-81 Диаметры и шаги
- Резьба упорная
- ГОСТ 10177-82 Профиль и основные размеры
- Резьба упорная усиленная 45°
- ГОСТ 13535-87
- Резьба коническая дюймовая с углом профиля 60°
- ГОСТ 6111-52
- Резьба трубная коническая
- ГОСТ 6211-81
- Резьба коническая вентилей и баллонов для газов
- ГОСТ 9909-81
- М10-резьба: как это?
- Заклепки и клинья
- Метрическая резьба
- Внутренняя метрическая резьба
- Почему существует разный шаг
- Резьба мелкая м10 – Размеры резьбы от М 10 до М 15
- М10-резьба: как это?
- Заклепки и клинья
- Метрическая резьба
- Внутренняя метрическая резьба
- Почему существует разный шаг
- Полезная таблица — диаметр резьбы и шаг — DRIVE2
- Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
- Диаметры отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4. Таблица.
- Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
- Отверстие под резьбу м10 — studvesna73.ru
- Самодельный метчик для алюминиевых сплавов
- Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы
- Как найти какое сверло под резьбу без таблицы ?
- Как использовать фильтр на сайте для выбора сверла под резьбу ?
- Для каких материалов указаны значения в таблице ?
- Таблица отверстий для метрических резьб
- Метрическая резьба с мелким шагом:
- Метрическая резьба с крупным шагом:
- Метчики для нарезания резьбы. Таблица размеров
- Особенности устройства
- Виды метчиков
- По назначению
- Конструктивные исполнения
- По виду нарезаемой резьбы
Стандартные резьбы. Обозначения
Резьба метрическая
ГОСТ 8724-2002 (ИСО 261-98)
Стандарт распространяется на метрические резьбы общего назначения и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм
Основной профиль по ГОСТ 9150-2002 (ИСО 68-1-98)
В условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделенные знаком « х ».
Пример: М8х1,25
Крупный шаг в обозначении резьбы может быть опущен.
Пример: М8
Условное обозначение левой резьбы должно дополняться буквами LH
Пример: M8х1 — LH
Многозаходная резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком х, буквами Ph, значением хода резьбы, буквой Р и значением шага.
Пример условного обозначения двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:
М16хРh3Р1,5
То же, для левой резьбы:
M16хРh3Р1,5 — LH
Для большей ясности в скобках текстом может быть указано число заходов резьбы. Пример: M16хPh3P1,5 (два захода)
Резьба метрическая для деталей из пластмасс
ГОСТ 11709-81
Стандарт распространяется на метрическую резьбу диаметрами от 1 до 180 мм для деталей из пластмасс, соединяемых с пластмассовыми и металлическими деталями, и устанавливает профиль, основные размеры, допуски и предельные отклонения размеров такой резьбы
Условное обозначение резьбы номинальным диаметром 5 мм и шагом 1,5 мм:
наружной резьбы: M5х1,5-8g ГОСТ 11709-81
внутренней резьбы: М5х1,5-7Н ГОСТ 11709-81
Резьба цилиндрическая трубная BSP (BSPP)
ГОСТ 6357-81
Диаметры от 1/16 до 6 дюймов
Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение номинального диаметра резьбы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы.
Пример
Резьба с номинальным диаметром 1.1/8″, класс точности А — обозначается как: G 1.1/8″-A
Резьба взаимозаменяема с резьбой BSP.
BSP British standard pipe thread — трубная цилиндрическая резьба, так же упоминается как BSPP.
Основана на резьбе BSW (British Standard Whitworth), известна как трубная резьба Витворта
Резьба трапецеидальная
ГОСТ 9484-81 Профили
ГОСТ 24738-81 Диаметры и шаги
Диаметр от 8 до 640 мм
В условное обозначение трапецеидальной однозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение шага и буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной резьбы номинальным диаметром 32 мм и шагом 6 мм:
Tr 32×6
То же, левой:
Tr 32×6 LH
Резьба упорная
ГОСТ 10177-82 Профиль и основные размеры
Диаметр от 10 до 640 мм
В условное обозначение упорной резьбы должны входить: буква S, номинальный диаметр и шаг, например
S 80.10
Для левой резьбы после условного обозначения размера резьбы указывают буквы LH, например
S 80.10LH
В условное обозначение многозаходовой резьбы должны входить: буква S, номинальный диаметр, значение хода и в скобках буква Р и значение шага, например:
для двухзаходной резьбы с шагом 10 мм и значением хода 20 мм:
S 80.20(Р 10)
то же, для левой:
S 80.20(P 10)LH
Резьба упорная усиленная 45°
ГОСТ 13535-87
Распространяется на упорную усиленную резьбу с углами наклона боковых сторон профиля 45° и 3°, диаметрами от 80 до 2000 мм и устанавливает ее профиль, основные размеры и допуски
В обозначение упорной усиленной резьбы должны входить: буква S, значения угла 45°, номинального диаметра и шага, например:
S 45° 200×12.
Для левой резьбы условное обозначение резьбы дополняют буквами LH, например:
S 45° 200×12 LH.
В обозначение многозаходной резьбы должны входить: буква S, значения угла 45°, номинального диаметра, хода и в скобках буква Р со значением шага, например:
для двузаходной резьбы со значением хода 24 мм и шагом 12 мм:
S 45° 200×24 (Р12);
для левой резьбы:
S 45° 200×24 (Р12) LH.
Длину свинчивания N в обозначении резьбы не указывают. Длину свинчивания L указывают в миллиметрах, например:
S 45° 200×12 — 300;
S 45° 200×12 LH — 300
Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6111-52
Диаметр от 1/16 до 2 дюймов
Условное обозначение конической резьбы 3/4»:
К 3/4» ГОСТ 6111-52
Взаимозаменяема с резьбой дюймовой трубной конической американской NPT/NPTF (National Pipe Tapered)
NPTF National Pipe Tapered Fuel — национальная трубная коническая топливная резьба.
NPTF — герметичная резьба. Уплотнение происходит за счёт смятия резьб.
Трубная коническая топливная резьба описана стандартом ANSI/ASME B1.20.3
Коническая резьба NPT описана стандартом ANSI/ASME B1.20.1
Резьба трубная коническая
ГОСТ 6211-81
ISO R7; DIN 2999; BS 21; JIS B 0203
Диаметр от 1/16 до 6 дюймов
В условное обозначение резьбы должны входить: буквы (R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры обозначения резьбы:
Наружная трубная коническая резьба 11/2:
R 11/2
Внутренняя трубная коническая резьба 11/2:
Rc 11/2
Внутренняя трубная цилиндрическая резьба 11/2:
RP 11/2 — левая резьба:
R 11/2 LH;
Rc 11/2 LH;
RP 11/2 LH
Взаимозаменяема с резьбой BSPT
Применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой по ГОСТ 6357-81
Резьба коническая вентилей и баллонов для газов
ГОСТ 9909-81
Номинальный диаметр от 19,2 до 30,3 мм
В условное обозначение конической резьбы вентилей и баллонов для газа должны входить буква W и номинальный диаметр резьбы.
Например: W19,2
Источник
М10-резьба: как это?
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Заклепки и клинья

В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) — здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике «резьба М10», диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя — на болте или шпильке;
- внутренняя — в гайке или теле детали.
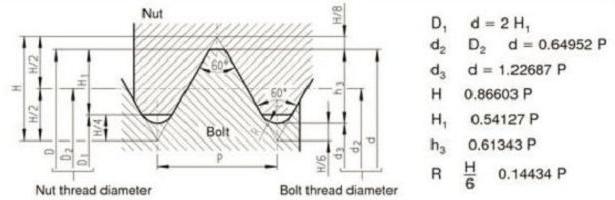
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг

Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Источник
Резьба мелкая м10 – Размеры резьбы от М 10 до М 15
М10-резьба: как это?
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Заклепки и клинья

В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) — здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике «резьба М10», диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя — на болте или шпильке;
- внутренняя — в гайке или теле детали.
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг

Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Полезная таблица — диаметр резьбы и шаг — DRIVE2
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
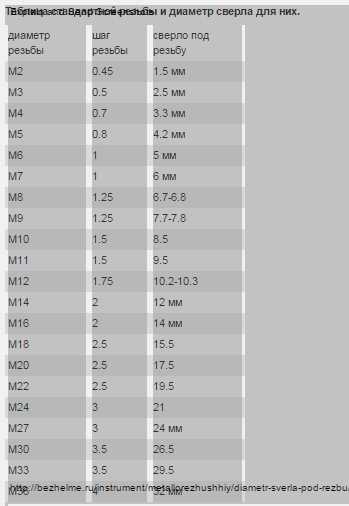
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Нравится 34 Поделиться: Подписаться на автора
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб.
| М Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1 | MF Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1 | |||||||||||
| Р — шаг резьбы, мм | отверстий под нарезание резьбы, B | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | ||||
| М1 | 0,25 | 0,75 | 0,729 | 0,785 | М2х0,25 | 1,75 | 1,729 | 1,774 | М27х1,5 | 25,50 | 25,376 | 25,676 |
| М1,1 | 0,25 | 0,85 | 0,829 | 0,885 | М2,2х0,25 | 1,95 | 1,929 | 1,974 | М27х2 | 25,00 | 24,835 | 25,210 |
| М1,2 | 0,25 | 0,95 | 0,929 | 0,985 | М2,5х0,35 | 2,15 | 2,121 | 2,221 | М28х1,5 | 26,50 | 26,376 | 26,676 |
| М1,4 | 0,3 | 1,10 | 1,075 | 1,142 | М3х0,35 | 2,65 | 2,621 | 2,721 | М28х2 | 26,00 | 25,835 | 26,210 |
| М1,6 | 0,35 | 1,25 | 1,221 | 1,321 | М3,5х0,35 | 3,15 | 3,121 | 3,221 | М30х1 | 29,00 | 28,917 | 29,153 |
| М1,7* | 0,35 | 1,30 | 1,256 | 1,346 | М4х0,35 | 3,65 | 3,621 | 3,721 | М30х1,5 | 28,50 | 28,376 | 28,676 |
| М1,8 | 0,35 | 1,45 | 1,421 | 1,521 | М4х0,5 | 3,50 | 3,459 | 3,599 | М30х2 | 28,00 | 27,835 | 28,210 |
| М2 | 0,4 | 1,60 | 1,567 | 1,679 | М5х0,5 | 4,50 | 4,459 | 4,599 | М32х1,5 | 30,50 | 30,376 | 30,676 |
| М2,2 | 0,45 | 1,75 | 1,713 | 1,838 | М6х0,5 | 5,50 | 5,459 | 5,599 | М32х2 | 30,00 | 29,835 | 30,210 |
| М2,3* | 0,4 | 1,90 | 1,795 | 1,920 | М6х0,75 | 5,20 | 5,188 | 5,378 | М33х1,5 | 31,50 | 31,376 | 31,676 |
| М2,5 | 0,45 | 2,05 | 2,013 | 2,138 | М7х0,75 | 6,20 | 6,188 | 6,378 | М33х2 | 31,00 | 30,835 | 31,210 |
| М2,6* | 0,45 | 2,10 | 2,036 | 2,176 | М8х0,5 | 7,50 | 7,459 | 7,599 | М34х1,5 | 32,50 | 32,376 | 32,676 |
| М3 | 0,5 | 2,50 | 2,459 | 2,599 | М8х0,75 | 7,20 | 7,188 | 7,378 | М35х1,5 | 33,50 | 33,376 | 33,676 |
| М3,5 | 0,6 | 2,90 | 2,850 | 3,010 | М8х1 | 7,00 | 6,917 | 7,153 | М36х1,5 | 34,50 | 34,376 | 34,676 |
| М4 | 0,7 | 3,30 | 3,242 | 3,422 | М9х0,75 | 8,20 | 8,188 | 8,378 | М36х2 | 34,00 | 33,835 | 34,210 |
| М4,5 | 0,75 | 3,70 | 3,688 | 3,878 | М9х1 | 8,00 | 7,917 | 8,153 | 33,00 | 32,752 | 33,252 | |
| М5 | 0,8 | 4,20 | 4,134 | 4,334 | М10х0,5 | 9,50 | 9,459 | 9,599 | М38х1,5 | 36,50 | 36,376 | 36,676 |
| М6 | 1 | 5,00 | 4,917 | 5,153 | М10х0,75 | 9,20 | 9,188 | 9,378 | М39х1,5 | 37,50 | 37,376 | 37,676 |
| М7 | 1 | 6,00 | 5,917 | 6,153 | М10х1 | 9,00 | 8,917 | 9,153 | М39х2 | 37,00 | 36,835 | 37,210 |
| М8 | 1,25 | 6,80 | 6,647 | 6,912 | М10х1,25 | 8,80 | 8,647 | 8,912 | М39х3 | 36,00 | 35,752 | 36,252 |
| М9 | 1,25 | 7,80 | 7,647 | 7,912 | М11х1 | 10,00 | 9,917 | 10,153 | М40х1,5 | 38,50 | 38,376 | 38,676 |
| М10 | 1,5 | 8,50 | 8,376 | 8,676 | М12х0,5 | 11,50 | 11,459 | 11,599 | М40х2 | 38,00 | 37,835 | 38,210 |
| М11 | 1,5 | 9,50 | 9,376 | 9,676 | М12х0,75 | 11,20 | 11,188 | 11,378 | М40х3 | 37,00 | 36,752 | 37,252 |
| М12 | 1,75 | 10,20 | 10,106 | 10,441 | М12х1 | 11,00 | 10,917 | 11,153 | М42х1,5 | 40,50 | 40,376 | 40,676 |
| М14 | 2 | 12,00 | 11,835 | 12,210 | М12х1,25 | 10,80 | 10,647 | 10,912 | М42х2 | 40,00 | 39,835 | 40,210 |
| М16 | 2 | 14,00 | 13,835 | 14,210 | М12х1,5 | 10,50 | 10,376 | 10,676 | М42х3 | 39,00 | 38,752 | 39,252 |
| М18 | 2,5 | 15,50 | 15,294 | 15,744 | М13х1 | 12,00 | 11,917 | 12,153 | М45х1,5 | 43,50 | 43,376 | 43,676 |
| М20 | 2,5 | 17,50 | 17,294 | 17,744 | М14х1 | 13,00 | 12,917 | 13,153 | М45х2 | 43,00 | 42,835 | 43,210 |
| М22 | 2,5 | 19,50 | 19,294 | 19,744 | М14х1,25 | 12,80 | 12,647 | 12,912 | М45х3 | 42,00 | 41,752 | 42,252 |
| М24 | 3 | 21,00 | 20,752 | 21,252 | М14х1,5 | 12,50 | 12,376 | 12,676 | М48х1,5 | 46,50 | 46,376 | 46,676 |
| М27 | 3 | 24,00 | 23,752 | 24,252 | М15х1 | 14,00 | 13,917 | 14,153 | М48х2 | 46,00 | 45,835 | 46,210 |
| М30 | 3,5 | 26,50 | 26,211 | 26,771 | М15х1,5 | 13,50 | 13,376 | 13,676 | М48х3 | 45,00 | 44,752 | 45,252 |
| М33 | 3,5 | 29,50 | 29,211 | 29,771 | М16х1 | 15,00 | 14,917 | 15,153 | М50х1,5 | 48,50 | 48,376 | 48,676 |
| М36 | 4 | 32,00 | 31,670 | 32,270 | М16х1,5 | 14,50 | 14,376 | 14,676 | М50х2 | 48,00 | 47,835 | 48,210 |
| М39 | 4 | 35,00 | 34,670 | 35,270 | М18х1 | 17,00 | 16,917 | 17,153 | М50х3 | 47,00 | 46,752 | 47,252 |
| М42 | 4,5 | 37,50 | 37,129 | 37,799 | М18х1,5 | 16,50 | 16,376 | 16,676 | М52х1,5 | 50,50 | 50,376 | 50,676 |
| М45 | 4,5 | 40,50 | 40,129 | 40,799 | М18х2 | 16,00 | 15,835 | 16,210 | М52х2 | 50,00 | 49,835 | 50,210 |
| М48 | 5 | 43,00 | 42,587 | 43,297 | М20х1 | 19,00 | 18,917 | 19,153 | М52х3 | 49,00 | 48,752 | 49,252 |
| М52 | 5 | 47,00 | 46,587 | 47,297 | М20х1,5 | 18,50 | 18,376 | 18,676 | М54х1,5 | 52,50 | 52,376 | 52,676 |
| М56 | 5,5 | 50,50 | 50,046 | 50,796 | М20х2 | 18,00 | 17,835 | 18,210 | М56х1,5 | 54,50 | 54,376 | 54,676 |
| М60 | 5,5 | 54,50 | 54,046 | 54,796 | М22х1 | 21,00 | 20,917 | 21,153 | М56х2 | 54,00 | 53,835 | 54,210 |
| М64 | 6 | 58,00 | 57,505 | 58,305 | М22х1,5 | 20,50 | 20,376 | 20,676 | М56х3 | 53,00 | 52,752 | 53,252 |
| М68 | 6 | 62,00 | 61,505 | 62,305 | М22х2 | 20,00 | 19,835 | 20,210 | М58х1,5 | 56,50 | 56,376 | 56,676 |
| М24х1 | 23,00 | 22,917 | 23,153 | М60х1,5 | 58,50 | 58,376 | 58,676 | |||||
| М24х1,5 | 22,50 | 22,376 | 22,676 | М60х2 | 58,00 | 57,835 | 58,210 | |||||
| М24х2 | 22,00 | 21,835 | 22,210 | М60х3 | 57,00 | 56,752 | 57,252 | |||||
| М25х1 | 24,00 | 23,917 | 24,153 | М64х2 | 62,00 | 61,835 | 62,210 | |||||
| М25х1,5 | 23,50 | 23,376 | 23,676 | М64х4 | 60,00 | 59,670 | 60,210 | |||||
| М26х1,5 | 24,50 | 24,376 | 24,676 | |||||||||
* метрическая — Профиль по стандарту DIN
1 Ø отверстий под нарезание резьбы и min. диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
Диаметры отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4. Таблица.
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб.
| М Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1 | MF Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1 | |||||||||||
| Р — шаг резьбы, мм | отверстий под нарезание резьбы, B | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | ||||
| М1 | 0,25 | 0,75 | 0,729 | 0,785 | М2х0,25 | 1,75 | 1,729 | 1,774 | М27х1,5 | 25,50 | 25,376 | 25,676 |
| М1,1 | 0,25 | 0,85 | 0,829 | 0,885 | М2,2х0,25 | 1,95 | 1,929 | 1,974 | М27х2 | 25,00 | 24,835 | 25,210 |
| М1,2 | 0,25 | 0,95 | 0,929 | 0,985 | М2,5х0,35 | 2,15 | 2,121 | 2,221 | М28х1,5 | 26,50 | 26,376 | 26,676 |
| М1,4 | 0,3 | 1,10 | 1,075 | 1,142 | М3х0,35 | 2,65 | 2,621 | 2,721 | М28х2 | 26,00 | 25,835 | 26,210 |
| М1,6 | 0,35 | 1,25 | 1,221 | 1,321 | М3,5х0,35 | 3,15 | 3,121 | 3,221 | М30х1 | 29,00 | 28,917 | 29,153 |
| М1,7* | 0,35 | 1,30 | 1,256 | 1,346 | М4х0,35 | 3,65 | 3,621 | 3,721 | М30х1,5 | 28,50 | 28,376 | 28,676 |
| М1,8 | 0,35 | 1,45 | 1,421 | 1,521 | М4х0,5 | 3,50 | 3,459 | 3,599 | М30х2 | 28,00 | 27,835 | 28,210 |
| М2 | 0,4 | 1,60 | 1,567 | 1,679 | М5х0,5 | 4,50 | 4,459 | 4,599 | М32х1,5 | 30,50 | 30,376 | 30,676 |
| М2,2 | 0,45 | 1,75 | 1,713 | 1,838 | М6х0,5 | 5,50 | 5,459 | 5,599 | М32х2 | 30,00 | 29,835 | 30,210 |
| М2,3* | 0,4 | 1,90 | 1,795 | 1,920 | М6х0,75 | 5,20 | 5,188 | 5,378 | М33х1,5 | 31,50 | 31,376 | 31,676 |
| М2,5 | 0,45 | 2,05 | 2,013 | 2,138 | М7х0,75 | 6,20 | 6,188 | 6,378 | М33х2 | 31,00 | 30,835 | 31,210 |
| М2,6* | 0,45 | 2,10 | 2,036 | 2,176 | М8х0,5 | 7,50 | 7,459 | 7,599 | М34х1,5 | 32,50 | 32,376 | 32,676 |
| М3 | 0,5 | 2,50 | 2,459 | 2,599 | М8х0,75 | 7,20 | 7,188 | 7,378 | М35х1,5 | 33,50 | 33,376 | 33,676 |
| М3,5 | 0,6 | 2,90 | 2,850 | 3,010 | М8х1 | 7,00 | 6,917 | 7,153 | М36х1,5 | 34,50 | 34,376 | 34,676 |
| М4 | 0,7 | 3,30 | 3,242 | 3,422 | М9х0,75 | 8,20 | 8,188 | 8,378 | М36х2 | 34,00 | 33,835 | 34,210 |
| М4,5 | 0,75 | 3,70 | 3,688 | 3,878 | М9х1 | 8,00 | 7,917 | 8,153 | М36х3 | 33,00 | 32,752 | 33,252 |
| М Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1 | MF Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1 | |||||||||||
| Р — шаг резьбы, мм | отверстий под нарезание резьбы, B | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | ||||
| М5 | 0,8 | 4,20 | 4,134 | 4,334 | М10х0,5 | 9,50 | 9,459 | 9,599 | М38х1,5 | 36,50 | 36,376 | 36,676 |
| М6 | 1 | 5,00 | 4,917 | 5,153 | М10х0,75 | 9,20 | 9,188 | 9,378 | М39х1,5 | 37,50 | 37,376 | 37,676 |
| М7 | 1 | 6,00 | 5,917 | 6,153 | М10х1 | 9,00 | 8,917 | 9,153 | М39х2 | 37,00 | 36,835 | 37,210 |
| М8 | 1,25 | 6,80 | 6,647 | 6,912 | М10х1,25 | 8,80 | 8,647 | 8,912 | М39х3 | 36,00 | 35,752 | 36,252 |
| М9 | 1,25 | 7,80 | 7,647 | 7,912 | М11х1 | 10,00 | 9,917 | 10,153 | М40х1,5 | 38,50 | 38,376 | 38,676 |
| М10 | 1,5 | 8,50 | 8,376 | 8,676 | М12х0,5 | 11,50 | 11,459 | 11,599 | М40х2 | 38,00 | 37,835 | 38,210 |
| М11 | 1,5 | 9,50 | 9,376 | 9,676 | М12х0,75 | 11,20 | 11,188 | 11,378 | М40х3 | 37,00 | 36,752 | 37,252 |
| М12 | 1,75 | 10,20 | 10,106 | 10,441 | М12х1 | 11,00 | 10,917 | 11,153 | М42х1,5 | 40,50 | 40,376 | 40,676 |
| М14 | 2 | 12,00 | 11,835 | 12,210 | М12х1,25 | 10,80 | 10,647 | 10,912 | М42х2 | 40,00 | 39,835 | 40,210 |
| М16 | 2 | 14,00 | 13,835 | 14,210 | М12х1,5 | 10,50 | 10,376 | 10,676 | М42х3 | 39,00 | 38,752 | 39,252 |
| М18 | 2,5 | 15,50 | 15,294 | 15,744 | М13х1 | 12,00 | 11,917 | 12,153 | М45х1,5 | 43,50 | 43,376 | 43,676 |
| М20 | 2,5 | 17,50 | 17,294 | 17,744 | М14х1 | 13,00 | 12,917 | 13,153 | М45х2 | 43,00 | 42,835 | 43,210 |
| М22 | 2,5 | 19,50 | 19,294 | 19,744 | М14х1,25 | 12,80 | 12,647 | 12,912 | М45х3 | 42,00 | 41,752 | 42,252 |
| М24 | 3 | 21,00 | 20,752 | 21,252 | М14х1,5 | 12,50 | 12,376 | 12,676 | М48х1,5 | 46,50 | 46,376 | 46,676 |
| М27 | 3 | 24,00 | 23,752 | 24,252 | М15х1 | 14,00 | 13,917 | 14,153 | М48х2 | 46,00 | 45,835 | 46,210 |
| М30 | 3,5 | 26,50 | 26,211 | 26,771 | М15х1,5 | 13,50 | 13,376 | 13,676 | М48х3 | 45,00 | 44,752 | 45,252 |
| М33 | 3,5 | 29,50 | 29,211 | 29,771 | М16х1 | 15,00 | 14,917 | 15,153 | М50х1,5 | 48,50 | 48,376 | 48,676 |
| М36 | 4 | 32,00 | 31,670 | 32,270 | М16х1,5 | 14,50 | 14,376 | 14,676 | М50х2 | 48,00 | 47,835 | 48,210 |
| М Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1 | MF Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1 | |||||||||||
| Р — шаг резьбы, мм | отверстий под нарезание резьбы, B | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | х Р — шаг резьбы, мм | отверстий под нарезание резьбы, В | min. диаметр резьбы под гайку Мин. Макс. | ||||
| М39 | 4 | 35,00 | 34,670 | 35,270 | М18х1 | 17,00 | 16,917 | 17,153 | М50х3 | 47,00 | 46,752 | 47,252 |
| М42 | 4,5 | 37,50 | 37,129 | 37,799 | М18х1,5 | 16,50 | 16,376 | 16,676 | М52х1,5 | 50,50 | 50,376 | 50,676 |
| М45 | 4,5 | 40,50 | 40,129 | 40,799 | М18х2 | 16,00 | 15,835 | 16,210 | М52х2 | 50,00 | 49,835 | 50,210 |
| М48 | 5 | 43,00 | 42,587 | 43,297 | М20х1 | 19,00 | 18,917 | 19,153 | М52х3 | 49,00 | 48,752 | 49,252 |
| М52 | 5 | 47,00 | 46,587 | 47,297 | М20х1,5 | 18,50 | 18,376 | 18,676 | М54х1,5 | 52,50 | 52,376 | 52,676 |
| М56 | 5,5 | 50,50 | 50,046 | 50,796 | М20х2 | 18,00 | 17,835 | 18,210 | М56х1,5 | 54,50 | 54,376 | 54,676 |
| М60 | 5,5 | 54,50 | 54,046 | 54,796 | М22х1 | 21,00 | 20,917 | 21,153 | М56х2 | 54,00 | 53,835 | 54,210 |
| М64 | 6 | 58,00 | 57,505 | 58,305 | М22х1,5 | 20,50 | 20,376 | 20,676 | М56х3 | 53,00 | 52,752 | 53,252 |
| М68 | 6 | 62,00 | 61,505 | 62,305 | М22х2 | 20,00 | 19,835 | 20,210 | М58х1,5 | 56,50 | 56,376 | 56,676 |
| М24х1 | 23,00 | 22,917 | 23,153 | М60х1,5 | 58,50 | 58,376 | 58,676 | |||||
| М24х1,5 | 22,50 | 22,376 | 22,676 | М60х2 | 58,00 | 57,835 | 58,210 | |||||
| М24х2 | 22,00 | 21,835 | 22,210 | М60х3 | 57,00 | 56,752 | 57,252 | |||||
| М25х1 | 24,00 | 23,917 | 24,153 | М64х2 | 62,00 | 61,835 | 62,210 | |||||
| М25х1,5 | 23,50 | 23,376 | 23,676 | М64х4 | 60,00 | 59,670 | 60,210 | |||||
| М26х1,5 | 24,50 | 24,376 | 24,676 | |||||||||
* метрическая — Профиль по стандарту DIN
1 Ø отверстий под нарезание резьбы и min. диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
Отверстие под резьбу м10 — studvesna73.ru
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
Резьба в дюймах
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон .
Видео о том, как нарезается внутренняя резьба:
Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки ). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
сверло под резьбу
Еще на заметку: Марки стали сверл — какие лучше?
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Навигация по справочнику TehTab.ru:главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб./ / Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
М
Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1
MF
Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1
Чтобы нарезать внутреннюю резьбу метчиком. сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Технологическая последовательность при нарезании резьбы
У многих мастеров при резбовом монтаже деталей, перед нарезанием резьбы возникает вопрос:
Какого диаметра должно быть предварительное отверстие?
Для облегчения этой задачи можно воспользоваться следующей таблицей:
М
Метрическая по ISO — резьба с крупным шагом 6Н (5Н)?
MF
Метрическая по ISO — Резьба с мелким шагом 6Н (4Н)?
отверстий под нарезание резьбы. B
min. диаметр резьбы под гайку
Мин. Макс.
отверстий под нарезание резьбы. В
min. диаметр резьбы под гайку
Мин. Макс.
Таблица отверстий для метрических резьб
Метрическая резьба с мелким шагом:
| ДИАМЕТР x ШАГ (мм) | ДИАМЕТР ОТВЕРСТИЯ ПОД РЕЗЬБУ (мм) |
|---|---|
| М1 x 0.25 | 0.75 |
| М1.2 x 0.25 | 0.95 |
| М1.4 x 0.3 | 1.10 |
| М1.5 x 0.35 | 1.15 |
| М1.6 x 0.35 | 1.25 |
| М1.8 x 0.35 | 1.45 |
| М2 x 0.4 | 1.60 |
| М2.2 x 0.45 | 1.75 |
| М2.5 x 0.45 | 2.05 |
| М3 x 0.5 | 2.50 |
| М3.5 x 0.6 | 2.90 |
| М4 x 0.7 | 3.30 |
| М4.5 x 0.75 | 3.75 |
| М5 x 0.8 | 4.20 |
| М6 x 1 | 5.00 |
| М7 x 1 | 6.00 |
| М8 x 1.25 | 6.75 |
| М9 x 1.25 | 7.75 |
| М10 x 1.5 | 8.50 |
| М11 x 1.5 | 9.50 |
| М12 x 1.75 | 10.20 |
| М14 x 2 | 12.00 |
| М16 x 2 | 14.00 |
| М18 x 2.5 | 15.50 |
| М20 x 2.5 | 17.50 |
| М22 x 2.5 | 19.50 |
| М24 x 3 | 21.00 |
| М27 x 3 | 24.00 |
| М30 x 3.5 | 26.50 |
Метрическая резьба с крупным шагом:
| ДИАМЕТР x ШАГ (мм) | ДИАМЕТР ОТВЕРСТИЯ ПОД РЕЗЬБУ (мм) |
|---|---|
| М3 x 0.35 | 2.65 |
| М3.5 x 0.35 | 3.15 |
| М4 x 0.5 | 3.50 |
| М4.5 x 0.5 | 4.00 |
| М5 x 0.5 | 4.50 |
| М5.5 x 0.5 | 5.00 |
| М6 x 0.75 | 5.25 |
| М7 x 0.75 | 6.25 |
| М8 x 1 | 7.00 |
| М9 x 1 | 8.00 |
| М10 x 0.75 | 9.25 |
| М10 x 1 | 9.00 |
| М10 x 1.25 | 8.75 |
| М11 x 1 | 10.00 |
| М12 x 1 | 11.00 |
| М12 x 1.25 | 10.75 |
| М12 x 1.5 | 10.50 |
| М13 x 1.5 | 11.50 |
| М13 x 1.75 | 11.25 |
| М14 x 1.25 | 12.75 |
| М14 x 1.5 | 12.50 |
| М15 x 1.5 | 13.50 |
| М16 x 1 | 15.00 |
| М16 x 1.5 | 14.50 |
| М17 x 1.5 | 15.50 |
| М18 x 1 | 17.00 |
| М18 x 1.5 | 16.50 |
| М18 x 2 | 16.00 |
| М20 x 1 | 19.00 |
| М20 x 1.5 | 18.50 |
| М20 x 2 | 18.00 |
| М22 x 1 | 21.00 |
| М22 x 1.5 | 20.50 |
| М22 x 2 | 20.00 |
| М24 x 1 | 23.00 |
| М24 x 1.5 | 22.50 |
| М24 x 2 | 22.00 |
| М25 x 1.5 | 23.50 |
| М27 x 2 | 25.00 |
| М28 x 2 | 26.00 |
| М30 x 2 | 28.00 |
| М30 x 3 | 27.00 |
Метчики для нарезания резьбы. Таблица размеров
 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
Источник


