- Профилирование пиломатериалов
- Что собой представляет профилирование?
- Какие отличительные особенности присущи профилированной продукции?
- Замок
- Вентиляционные пазы
- Низкий процент влажности
- Неоспоримые преимущества: точность геометрии и высокое качество реализации поверхностей
- Сращенные пиломатериалы
- Зачем сращивают пиломатериалы
- Как выполняется продольное сращивание пиломатериалов
- Достоинства и недостатки сращенных пиломатериалов
Профилирование пиломатериалов
Обрезные пиломатериалы, такие как брус и доска, используются человечеством на протяжении многих лет. Именно они по сей день являются незаменимыми строительными материалами. Относительно недавно на рынке стройматериалов появилась продукция со сложным поперечным сечением. Она является более удобной и технически эффективной. В этой статье разберемся, что такое профилированный пиломатериал и стоит ли его покупать.
Что собой представляет профилирование?
Чтобы узнать, что такое профилированная продукция, нужно обратить внимание на ее сечение. Заготовке придется особая конфигурация. Если обратить внимание на удлиненные изделия, то можно заметить, что полученный профиль сечения повторяется на протяжении всей длины. При этом бывают неодинаковые профили пиломатериалов по всей длине.

Пиломатериал профилированный — это деталь или заготовка, которая изготавливается из бруса, бруска или доски и отличается четырьмя сторонами, которые были обработаны на фрезеровальном оборудовании. К таким изделиям относится:
- половая шпунтованная доска;
- профилированный брус;
- имитация бруса;
- вагонка;
- блок-хаус;
- лестничные поручни;
- детали окон;
- детали дверей;
- раскладка;
- наличники;
- плинтусы;
- уголки.
Как можно понять из всего вышеизложенного, по сравнению с обрезными стройматериалами, здесь не просто выполнена пильная обработка имеющихся поверхностей. В данном случае все стороны или только их часть получает форму, которая отличается от обычной плоскости. К примеру, у имитации бруса или половой доски сложно отфрезерована тыльная сторона и кромки, тогда как фасад остается лишь слегка простроганным. А вот у блок-хауса нет ни одной гладкой поверхности.
Профилированная продукция условно делится на несколько разновидностей (к примеру, по области применения):
Материалы для обшивки поверхностей (профилированная доска, имитация различных материалов, а также половой шпунт).

Конструктивные пиломатериалы (профилированный брус, используемый для строительства массивных стен).

Погонажные изделия (плинтусы, уголки, наличники).

Профилированная строганная доска, профилированный брус и другие пиломатериалы данной категории изготавливаются преимущественно из осины и древесины хвойных пород. Продукцию производят на многошпиндельных фрезеровальных установках, на которых происходит одновременная обработка двух или четырех сторон. Дополнительно используются станки с пятым шпинделем, который режет какой-либо элемент под углом. Существует масса вариантов обработки. Современное оборудование дает возможность использовать полностью обрезной материал в качестве заготовки, двухкантный брус или бревно. Некоторые виды оборудования могут не только торцевать, но и профилировать торец, а также склеивать, удалять сучки, устанавливать пробки вместо них, шлифовать, создавать шероховатую поверхность под дальнейшее окрашивание, маркировать детали для будущей обработки, паковать и так далее.
Какие отличительные особенности присущи профилированной продукции?
Существует несколько ключевых особенностей, которые помогут подробнее узнать, что такое профилированная продукция.
Замок
Первой и главной особенностью, на которую стоит обратить внимание — является замок. Это ключевая особенность, которая необязательно должна быть в виде шипа и паза. Есть также варианты с четвертью, которая вполне актуальна (например, для профильной доски пола). Несмотря на это, чаще используется крепление шип/паз. Замок этого типа создается на кромках, что дает возможность гарантировать максимально плотное соединение деталей в одну плоскость с идеально ровной поверхностью. На ней нет зазоров в местах соединения элементов. Некоторые профилированные виды продукции оснащены элементами замка на торцах. К примеру, бывает короткая вагонка, которая собирается практически так же, так и кирпичная кладка.

Благодаря этому обеспечивается улучшение изоляционных характеристик конструкций (полностью отсутствует вероятность продувания облицовки). Как итог, можно получить более ровную и привлекательную поверхность. Еще одним достоинством можно назвать возможность монтажа доски профиль или другого стройматериала скрытым способом. Вместо крепления элементов через тело применяется крепление с помощью самореза или гвоздя под углом. Крепежный элемент вводится в зону изделия, которая далее просто перекрывается следующим элементом (крепление осуществляется через полку паза или шип). Еще фиксацию обшивки производят с помощью специальных металлических пластин — кляймеров. Этим методом нередко шьют каркасы на вагонку.
Замок может быть более сложным. При создании клееного профилированного бруса для строительства массивных стен нарезается два шипа и два паза на каждом элементе. Это дает возможность получить надежное соединение без задействования метизов.
Вентиляционные пазы
Всегда важно избегать ситуаций, когда древесина или материалы из нее контактируют с влагой. Капли воды или пар, накапливающийся на поверхностях деревянных каркасов или облицовок, провоцирует появление дефектов на них. Доски и брус могут деформироваться, на их поверхности появляется грибок и гниль. Для предотвращения этих явлений необязательно в подсистемах устанавливать специальные вентиляционные зазоры с продухами. Практически вся профилированная продукция отличается наличием на тыльной стороне вентиляционных проемов и канавок. Они могут быть совершенно разными: в виде мелких прорезей или продольной выемки.

Если устанавливать элемент на идеально ровную поверхность или каркас, который полностью покрыт утеплителем или мембранным полотном — то под облицовкой формируется большое количество вентиляционных каналов, по которым будет циркулировать воздух. Он будет выводить лишнюю влагу, устранять затхлость и немного охлаждать материал. Конечно, не получится создать полностью вентилируемую конструкцию для поддержания определенного микроклимата в помещениях. Однако можно рассчитывать на то, что облицовка прослужит очень много лет, не теряя при этом свой первоначальный вид.
Низкий процент влажности
Древесина, имеющая естественный уровень влажности, отличается нестабильностью формы и может подвергаться биологическим поражениям. Еще одним минусом можно назвать сложность обработки (происходит снижение производительности оборудования, значительно ухудшается качество и чистота поверхностей). Поэтому заготовки перед фрезеровкой обязательно должны быть тщательно просушены.

ГОСТ 8242-88 устанавливает, что между всеми участниками рынка по согласованию должна быть установлена допустимая влажность профилированной доски и других пиломатериалов. Она не должна быть более 20%. И это несмотря на то, что оптимальными показателями являются 12 и 15% (или немного больше/меньше). Такая влажность нужна для использования стройматериалов внутри и снаружи помещений.
Указанного процента влажности добиться трудно, особенно при атмосферной сушке. Для этого требуется большое количество времени и огромные склады. По данной причине чаще всего заготовки перед фрезеровкой поступают в автоматизированные сушильные камеры, в которых сырье получает оптимальный уровень влажности. Таким образом можно получить профилированную доску или брус (готовый пиломатериал не будет деформироваться, растрескиваться, гнить, коробиться, усыхать и разбухать). Изделия становятся легкими, не будут ворситься при фрезеровке.
Неоспоримые преимущества: точность геометрии и высокое качество реализации поверхностей
Основная идея профилирования изделий сведена к получению их точной геометрии. Благодаря ей можно добиться высококачественного сопряжения, когда сочетается незначительная подвижность замка, плотность, а также красота стыков.
В ГОСТе 8242-88 указаны не до конца понятные сведения касательно возможных отклонений, которые допускаются для размеров профилированной продукции. Если, к примеру, деталь имеет прирезку на торце, то она должна быть более, чем на три миллиметра длиннее или меньше заявленного номинала. Что касается ширины, то допускается отклонение как больше, так и меньше одного миллиметра. Допуск по толщине должен укладываться в один миллиметр как в большую, так и меньшую сторону. Другие параметры геометрии не могут быть более одного миллиметра.
Не предусмотрено никаких отклонений в высоте, толщине, а также ширине паза, четверти и гребня.
На половой доске могут быть небольшие отклонения (они допускаются на пластях широких деталей). Совершенно нормальной считается продольная покоробленность у полового шпунта (это нормально, если она не более трех миллиметров на метре). А вот поперечная покоробленность может быть до двух миллиметров.
Для профилированных плинтусов, уголков и наличников допускается отклонение от прямой линии, которое составляет до шести миллиметров на одном метре погонном.
В качестве заключения следует сказать о дефектах. Согласно нормативному документу можно выполнять шпаклевание вмятин, трещин и червоточин (таких участков не должно быть более одного на метр детали).
Тупой «карандашный обзол» и частицы сердцевины могут присутствовать только с тыльной стороны профилированной продукции (дефекты не должны доходить до шипа, паза и четверти).
Источник
Сращенные пиломатериалы
Взгляните внимательнее на прайс-листы компаний, реализующих населению пиломатериал, и вы увидите, что наряду с изделиями из цельной древесины, потребителям предлагается купить заготовки сращенные, причём даже немного дороже. Многие наши соотечественники не знают, является ли такой материал качественным и практичным, не понимают — есть ли смысл за него переплачивать.
Зачем сращивают пиломатериалы
Технология сращивания пиломатериалов разделяется на два основных направления. Во-первых, выполняют сборку деталей по толщине. Во-вторых, существует, так называемое продольное сращивание – то есть по длине (об этом варианте поговорим в статье). В случае с поперечным соединением задача заключается в том, чтобы из маломерных заготовок создать нечто более крупное, которое сможет выполнять несущие функции. Причём клееный брус кроме всего прочего получается довольно стойким к деформациям, лучше приспособлен для противостояния изгибающим нагрузкам.

Поперечное сращивание преследует другие цели. Дело в том, что практически не бывает пиломатериалов, в которых бы ни попадались какие-нибудь пороки или дефекты. Иногда они незначительны, поэтому не влияют на прочностные и эстетические характеристики доски, бруса или, например, погонажного изделия (те могут относиться к первому сорту либо даже к отборной категории). А иногда локальные и единичные пороки/дефекты существенно снижают качество изделия из массивной древесины, не позволяют использовать потенциально неплохой пиломатериал в заданных целях.
О том, какие пороки допускаются в хвойных пиломатериалах 1 и 2 сорта прописано в ГОСТ 8486-86. Согласно приведенным таблицам, в расчёт берётся не просто наличие/отсутствие определённых дефектов, но также их подвид, размер, место расположения, количество… На практике, при сортировке пиломатериалов, наиболее часто действующим критерием выступают сучки, трещины и пороки строения древесины. Также нередко встречаются критичные коробления и включения инородных тел, поражения насекомыми-вредителями. Если все пиломатериалы отправлять в 4-ый сорт (практически на дрова), то вряд ли можно будет назвать оправданным подобное использование природных ресурсов.
И выход нашёлся! Современные технологии теперь позволяют просто-напросто вырезать из пиломатериала участки с локальными критичными дефектами, а затем, используя современное оборудование и качественный клеевой состав – склеить короткомерные бездефектные «куски» воедино, получить при этом не менее надёжное изделие. По сути, из низкосортной продукции создаются качественные и красивые заготовки любой длины, где не будет (или останутся только допустимые) пороков, описанных в ГОСТ 8486-86 и ГОСТ 2140-81.

Методом продольного сращивания, как правило, оптимизируют просушенные обрезные доски и бруски, в том числе строганные, из которых, например, делают впоследствии деревянные двери или окна. В продажу также поступают профилированные изделия (для обшивки и создания настила) с удалёнными дефектами: вагонка, блок-хаус, половая шпунтованная доска… Домовладельцам предлагается купить погонажные детали без сучков и прочих дефектов: уголки, плинтусы, наличники…
Как выполняется продольное сращивание пиломатериалов
К оптимизации берутся обрезные пиломатериалы, которые уже прошли определённый путь на лесопильном и деревообрабатывающем производстве. Очевидно, что заготовкой для сращивания в подавляющем большинстве случаев выступает обрезной пиломатериал, продольно напиленный из кругляка. Затем доску/брус собирают в партии и сушат при помощи автоматизированных камер, с соблюдением требований ГОСТ 19773-84.
После снижения процента влажности контролёры осматривают продукцию, калибруют её, выбраковывают дефектные заготовки – как раз именно они подвергаются дальнейшим манипуляциям по сращиванию. Часть пиломатериалов отбраковываются на этапе строжки или фрезерования, так как при выполнении данных операций могут дополнительно проявляться какие-то дефекты.
Следующим этапом идёт вырезка дефектов из заготовок. На некоторых лесопилках выкраивание производится обычной торцовкой в ручном режиме. На современном производстве данным делом «занимается» полуавтоматическая линия, которая снабжена специальными сканерами и датчиками. Интересно, что пороки-сучки вырезаются в полном объёме, или могут оставаться в некоторых количествах, но так, чтобы от них до шипов было не менее 3 диаметров сучка. Вырез сучка производится с отступом от него на расстояние не менее одного диаметра.
Далее все работы опираются на нормативы, прописанные в 19414-90 (Древесина клееная массивная. Общие требования к зубчатым клеевым соединениям).
Первым делом на торцах короткомеров при помощи фрезерующей оснастки создаются зубья – шипы и ответные под них зеркальные углубления. Есть несколько допустимых форм для шипов, главными их физическими показателями являются: длина/шаг/затупление. По ориентации относительно пластей пиломатериалов зубчатое соединение может быть расположенным вертикально, диагонально, горизонтально.
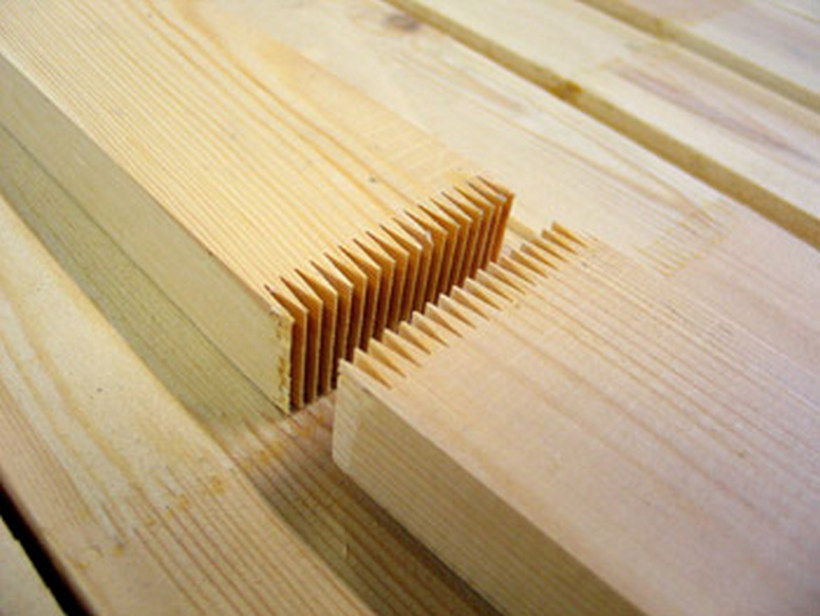
Сама форма и размер «микрошипового соединения» тут не регламентируется ГОСТом, однако точность по квалитету (13) и шероховатость (до 200 мкм) поверхностей в нормативном документе строго оговорены. Главная задача шипорезной линии – получить в итоге надёжное сращивание.
При подборе короткомерных материалов на сращивание должен соблюдаться принцип схожести.В частности уделяется внимание, чтобы заготовки имели такие общие признаки.
- Одну породу древесины (нельзя соединять сосновый кусок с осиновым).
- Схожую влажность (разброс по частям не более +/- 3 процентов).
- Один и тот же сорт.
- Одного типа распиловки (нельзя сращивать в одну заготовку сырьё тангенциального и радиального распила).
- Одинаковые габариты сечения (допуск по каждой стороне не более 1 мм).
- Цвет и текстура (принято особенно тщательно по этому критерию подбирать короткомеры из твёрдых лиственных пород).
- Набор дефектов и их расположение (если есть обзол, сучки, кармашки – то они должны находиться на одной стороне полученного срощенного пиломатериала).
Не позднее, чем в течение суток, отрезки пиломатериалов с нарезанными шипами должны быть склеены воедино. Для этого на микрошип одной детали автоматическая линия наносит клей (обычно созданный на основе поливинилацетатной эмульсии, иногда двухкомпонентный, предназначенный для холодного или горячего прессования). Действующий ГОСТ не нормирует тип клея, но предусматривает жёсткие ограничения по толщине клеевой прослойки – она не должна после сборки превышать 0,1 мм.

Следующая операция производится не позднее чем через 1,5-2 минуты после нанесения клеёв, заключается она в сборке и обжиме зубчатого соединения. В принципе, подобного типа шипы обладают взаимным расклинивающим эффектом – то есть после снятия нагрузки детали остаются на своём месте. Но без усилия, обеспечиваемого машиной, надлежащего качества соединения не добиться.
Данная манипуляция осуществляется прессом, который воздействует на торцы пиломатериалов с давлением до 8 или 10 МПа (в зависимости от твёрдости древесины). Есть также линии, где сборка и сдавливание осуществляется за счёт неодинаковой скорости вращения приводных валов. Важно, что расчётное сдавливание прессом должно обеспечиваться минимум в течение 2 секунд, в идеале – от 5 секунд.
После сжатия зубчатого соединения иногда требуется удаление выступившего на поверхность клея. Теперь уже сращенный пиломатериал отправляется на выдержку, которая должна длиться порядка 24 часов, необходимых для надлежащего отвердевания клея и равномерного распределения влажности по заготовке. Через сутки изделие может строгаться, фрезероваться и подвергаться другим видам обработки.
Достоинства и недостатки сращенных пиломатериалов
Среди минусов изделий, сращенных на микрошип, можно выделить только незначительно увеличенную стоимость, по сравнению с пиломатериалами цельными. Эта разница в цене объясняется необходимостью выполнить дополнительные операции, прежде чем продукция оправляется на прилавок. Ещё один момент – технологичность, которая бывает недоступной для некоторых производителей, и они выпускают не совсем качественный товар. Однако определить его можно визуально, нужно обращать внимание на следующие моменты:
- В зубчатом соединении проглядываются щели и отверстия – причиной служит неравномерное нанесение клеевого состава, неравномерное/слабое прессование, некачественная нарезка шипа.
- В зоне соединения наблюдается повышенная шероховатость, вырывы волокон, заусенцы (работа тупой оснасткой, быстрая подача, использование древесины с повышенной влажностью).
- Рёбра пиломатериала получаются неровными (в основном наблюдается одностороннее искривление или «винт» из-за неправильной нарезки микрошипа, использования пиломатериала с дефектной геометрией).
- В месте соединения видна ярко выраженная ступенька (склеивание пиломатериалов, которые отличаются по сечению более чем на 1 мм).

К явным достоинствам продольно сращенных пиломатериалов стоит отнести чистую поверхность с красивым внешним видом, ведь качественное соединение практически не заметно, а древесина короткомеров не отличается по цвету и текстуре. Прочность соединения не уступает цельному участку пиломатериала. Производитель имеет возможность делать продукцию сколь угодно длинной, использовать её для создания массивных изделий с поперечным соединением ламелей (например, клееный брус). Технология удаления дефектов с последующим сращиванием – это, в конце концов, рациональное использование наших лесных богатств.
Источник


