- Как подобрать колпачки на диски
- Самое важное посадочные размеры
- Какие размеры колпачков указаны на нашем сайте
- Pa66 Md15 с минеральным наполнителем из нейлона 66
- PA66 MD15
- Ремонт пластиковых бамперов. Технология и материалы для ремонта автопластиков и автопластмасс.
- Электроды для ремонта пластиков на основе полиамида (РА)
- Pa66 md15 что это значит
Как подобрать колпачки на диски
Хотите узнать подходит ли Колпачок литого диска РЕНО Renault, (150) 8200412202, PA66-MD15, REB 9791 для Вашего автомобиля — измеряйте. Есть косвенные признаки, (к примеру, каталожный номер), которые могут свидетельствовать, что данная модель это то, что Вам надо, но.
Самое важное посадочные размеры
Как показывает наш опыт быть уверенным в том, что выбранный Вами колпачок подойдет к диску Вашего автомобиля можно только в одном случае — при совпадении посадочных размеров. WIN код, радиус диска, производитель, внешний вид не дают однозначной достоверной информации
Какие размеры колпачков указаны на нашем сайте
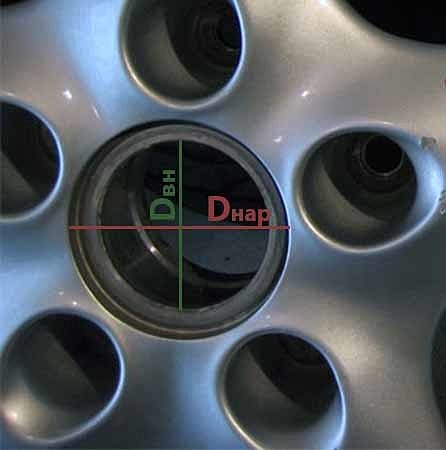
Если вы решите купить колпачки на литые диски, и хотите чтобы они идеально сидели в течение длительного времени, следует точно определить размеры. Измерять можно либо имеющийся у Вас колпачок, либо отверстия в колесном диске
- Уточните размеры в описании товара.
- Сверьте параметры со своими дисками.
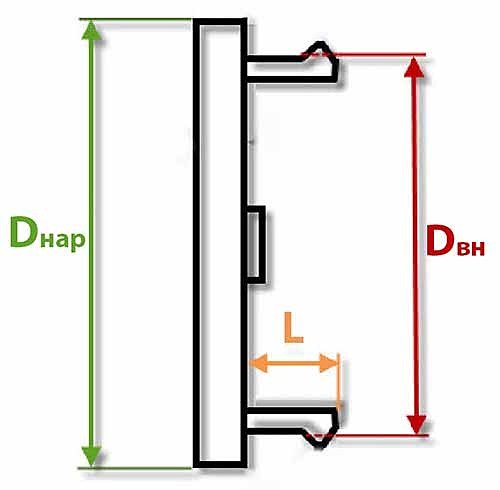
В характеристиках мы приводим, как правило, три основных размера в мм:
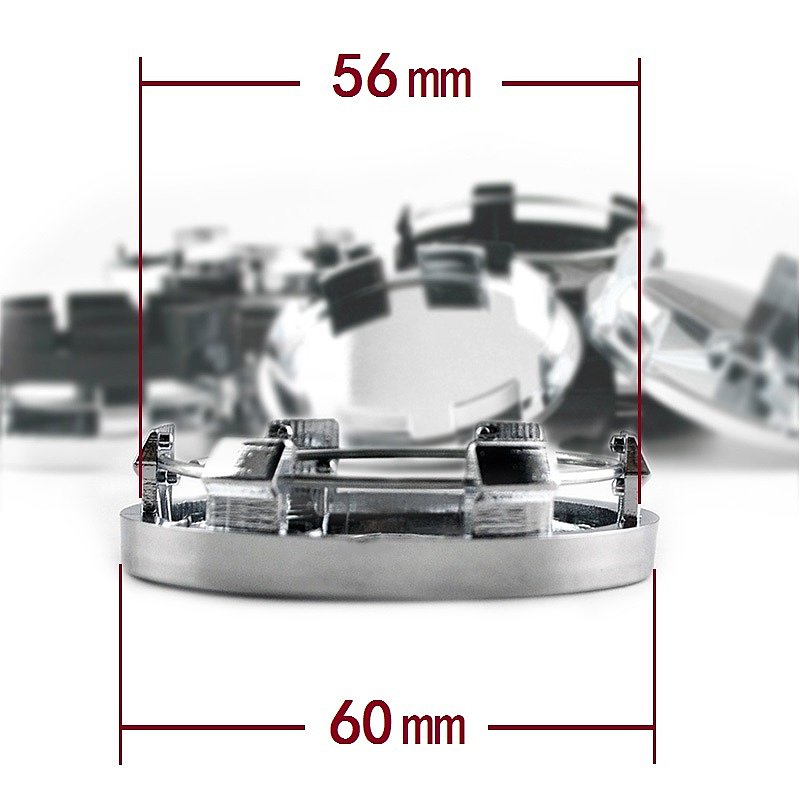
Dнар — наружный диаметр колпачка (диаметр шляпки);
Dвн — внутренний (посадочный) диаметр, обратите внимание на чертёж, он измеряется без учета выступов на краях лапок;
L — длина клипсы колпачка
При проведении измерений считаем допустимой погрешностью ± 1 мм для наружного и внутреннего диаметра и ±2 мм для длины лапок
Внимание! Если погрешность измерения не указана в размерах, мы допускаем до ±1 мм в измерении диаметра наружного и посадочного и ±2 мм в длине лапки.
Большинство колпачков с цветным логотипом состоит из пластиковой основы и цветного стикера. Одни производители осуществляют самостоятельную поклейку, другие не клеят стикер — снабжая его специальной клейкой лентой обеспечивающей легкость и простоту процесса. За счёт раздельной транспортировки часто достигается снижение объёма и повышение сохранности при перевозке груза. Заглушки с не поклеенным стикером, как правило, имеют двойной артикул. Большинство наклеек снабжены защитной пленкой — не забудьте снять её перед установкой.
Прочитать подробнее о подборе ступичных колпачков можно на странице http://www.xn——6kcbvueakbgd4aiq5b7f.xn--p1ai/bl.
Что означает надпись «* Внимание! Внешний вид товара и характеристики могут изменяться производителем без предварительных уведомлений и отличаться от указанных на сайте.» Пример, иллюстрирующий данную надпись приведен ниже: две одинаковые наклейки одного бренда, цвета (черный и хром), с одинаковыми параметрами — материал, размер, форма имеют незначительные отличия — наличие (или отсутствие) хромированного ободка по краю, разная толщина и степень выпуклости логотипа, цветовые оттенки — возможны и другие незначительные детали.
Если оттенок изделия и мелкие отличия рисунка имеют для Вас принципиальное значение, напишите нам на почту (или оставьте комментарий при оформлении заказа) перед покупкой, и мы обязательно сделаем для вас несколько дополнительных фотографий.
Источник
Pa66 Md15 с минеральным наполнителем из нейлона 66
Цвет: как требуется
Сертификаты: ISO, SGS, ROHS, CO, CTI, FTA
Образец: 5 кг бесплатно PA66 MD15
Фабрика питания
PA66 MD15

PA66 MD15 Описание
| Связаться свободно по: |
| Электронная почта: sale4@juliertech.com |
| Телефон и WhatsApp и Skype: +86 139 5009 5582 |
Используется процесс противоточной сушки аммиака, и ломтик герметично закрывается. Система непрерывно сушится, эффект хороший, ломтик PA66 MD15 имеет низкое содержание воды, не окисляется воздухом и подходит для одноступенчатой прядильной комбинированной машины, используемой для производства безопасной шляпной ткани.
они могут быть окрашены в различные яркие цвета. Чтобы соответствовать требованиям для использования в промышленных продуктах
Поскольку многие из качественных характеристик пластмассовых деталей подвержены гигроскопичности, это следует учитывать при проектировании изделий с pa66 md15. Для улучшения механических свойств pa66 md15 часто добавляют различные модификаторы.
Влияние размера частиц POE-g-MAH на свойства закаленного нейлона 6
Нейлоновые композитные материалы, в том числе ударопрочный нейлон PA66 MD15, усиленный высокотемпературный нейлон и т. Д., Используются для изготовления инструментов с особыми потребностями, таких как усиленный жаропрочный нейлон, которые могут быть использованы для изготовления ударных дрелей, газонокосилок и т.п. ,
Дефект один, недостаточное наполнение
(1) Недостаточное давление впрыска Решение: увеличить давление впрыска
(2) Скорость впрыска низкая. Решение: увеличьте скорость впрыска.
Сушка: Так как pa66 md15 легко впитывает влагу, особое внимание следует уделить сушке перед обработкой. Если материал поставляется в водонепроницаемом материале, контейнер следует держать закрытым.


Информация о компании

Испытательное оборудование pa66 md15





Добро пожаловать на оптовую продажу высококачественного нейлона 66 с минеральной начинкой PA66 MD15, сделанного в Китае на нашем заводе. Как один из ведущих производителей и поставщиков в Китае, мы оснащены современным оборудованием и технологиями. Пожалуйста, будьте свободны, чтобы получить индивидуальные продукты от нас.
Источник
Ремонт пластиковых бамперов. Технология и материалы для ремонта автопластиков и автопластмасс.
Электроды для ремонта пластиков на основе полиамида (РА)
Работа с полиамидами (маркируются как «РА-6 +. » «РА 66 +. «) относится к степени работ повышенной сложности и требует сноровки. Материал в работе требует к себе повышенного внимания, склонен к последующим деформациям шва при остывании. Мы позиционируем данный материл, как профессиональный. Пользоваться им успешно скорее всего смогут те мастера, которые длительное время работали нашими материалами для РР, ABS, РВТР и прочими.
Хотя, как показала практика, наши последние разработки эластификатов для сварки полиамидов дают возможность производить ремонты с высоким качествами сварного соединения, даже мастерам с малым опытом подобных ремонтов или вообще без такого опыта.
Важно! Для любителей «оптимизации» и «экономии» сообщаю, что для полноценного ремонта радиатора необходимо использовать оба типоразмера, как группу А,так и группу В.
Группа В укладывается вторым и третим (при необходимости) слоем и несет на себе существенные тепловые и деформационные нагрузки (при нагреве и создании давления в радиаторе). Работая только гр. А не всегда возможно получить такую прочность на разрыв, какую может дать гр. В. Это связано и более широкой площадью покрытия группой В и ее повышенными прочностными характеристиками.
В то же время, гр А является более мягким материалом и удобен при укладке гдето в ямках или уголках, или в основании при приварке ,например, штуцеров на бачках радиаторов, где гр. В будет более грубым,пружинистым и менее эффективным материалом.
По этим причинам при заказе материалов для ремонта полиамидов, рекомендую, все же, иметь у себя в наличии оба типоразмера,т.к. они разрабатывались в дополении к друг другу.
Сварочные материалы BAMPERUS (Плоские Электроды) для ремонта полиамидов, универсальные, цвет — черный.
Производимые фасовки:
1. Поштучно (нарезка по 20 см)
2. магазинные упаковки ПРОМО( , нарезка по 20см , промонабор включает в себя 1шт гр. А + 2 шт гр. В )
3. Брикеты (бумажные запечатки по 100шт каждой группы,нарезка по 20 см , для реализации в магазинах поштучно и для снабжения профессиональных мастерских по ремонту пластиков)
4. Рулоны,скрученные в блины по 100 метров каждой группы ( предназначены для реализации в магазинах метражом, а также снабжения профессиональных мастерских по ремонту пластиков с большими объемами работ)
Источник
Pa66 md15 что это значит
Химические и физические свойства PA6 очень похожи на PA66 , однако PA6 имеет более низкую температуру плавления и широкий температурный диапазон. Его ударопрочность и антирастворимость лучше, чем PA66, но также более гигроскопичны. Потому что многие качественные характеристики пластиковых деталей подвержены гигроскопичности, поэтому в полной мере учитывайте это при разработке вашего продукта с помощью PA6. Чтобы улучшить механические свойства PA6, часто добавляйте различные модификаторы. Стекло является наиболее распространенной добавкой и иногда добавляется к эластомерам, таким как EPDM и SBR, для повышения ударной вязкости. Для продуктов без добавок усадка PA6 составляет от 1% до 1,5%. Добавление добавок из стекловолокна может уменьшить усадку до 0,3% (но немного выше в направлении, перпендикулярном процессу). Усадка формования в основном обусловлена кристаллизацией материала и гигроскопичностью.
Условия процесса литья под давлением:
Сушка: PA6 очень легко впитывает влагу, поэтому сухой до обработки с особым вниманием. Если материал снабжен водостойким материалом, контейнер следует держать закрытым. Если влажность превышает 0,2%, рекомендуется сушить в горячем воздухе выше 80 ° C в течение 16 часов. Если материал подвергается воздействию воздуха более 8 часов, рекомендуется проводить вакуумную сушку при температуре 105 ° C более 8 часов.
Температура плавления: 230
280 ° C, для улучшенных сортов 250
Температура пресс-формы: 80
90 ° C. Температура пресс-формы значительно влияет на степень кристалличности, которая, в свою очередь, влияет на механические свойства детали.
Кристалличность важна для структурных компонентов, поэтому рекомендуется температура формы 80-90 ° C. Для тонкостенных, дальних пластмассовых деталей также рекомендуется применять более высокую температуру пресс-формы. Увеличение температуры формы может увеличить прочность и жесткость пластиковых деталей, но снижает вязкость. Если толщина стенки больше 3 мм, рекомендуется использовать низкотемпературную формуту 20
40C. Для стеклянной арматуры температура пресс-формы должна быть больше 80 ° C.
Давление впрыска: обычно от 750 до 1250 бар (в зависимости от материала и конструкции изделия).
Скорость впрыска: высокая скорость (немного ниже для армированных материалов).
Бегуны и ворота: из-за короткого времени установки PA6 положение ворот очень важно. Апертура ворот не менее 0,5 * т
(Где t — толщина пластика). Если используется горячий бегун, размер ворот должен быть меньше, чем у обычных бегунов, потому что горячий бегун может помочь предотвратить преждевременное затвердевание материала. Если используются подводные ворота, минимальный диаметр затвора должен составлять 0,75 мм.
PA66 имеет более высокую температуру плавления в полиамидных материалах. Это полукристаллический — кристаллический материал. PA66 также сохраняет сильную прочность и жесткость при более высоких температурах. PA66 по-прежнему гигроскопичен после образования, степень которого зависит главным образом от состава материала, толщины стенки и условий окружающей среды. В дизайне продукта мы должны учитывать гигроскопичность геометрической устойчивости.
Для улучшения механических свойств PA66 часто добавляют различные модификаторы. Стекло является наиболее распространенной добавкой и иногда добавляется к эластомерам, таким как EPDM и SBR, для повышения ударной вязкости.
PA66 имеет низкую вязкость и, следовательно, хорошую текучесть (но не так хорош, как PA6). Это свойство можно использовать для обработки очень тонких компонентов.
Его вязкость чувствительна к изменениям температуры. Усадка PA66 составляет от 1% до 2%. Добавление добавок из стекловолокна может уменьшить усадку до 0,2%
1%. Усадка в направлении потока и направление потока вертикальной разницы больше.
PA66 устойчив к многим растворителям, но менее устойчив к кислотам и некоторым другим хлорирующим агентам.
Условия процесса литья под давлением:
Сушка: если материал перед печатью запечатан, то нет необходимости высыхать. Однако, если контейнер для хранения открыт, рекомендуется высушить его в горячем воздухе 85C. Если влажность больше 0,2%, также необходимо до 105 ° C, 12 часов вакуумной сушки.
Температура плавления: 260
290 ° С. Продукт стеклянных добавок для 275
280C. Температура плавления следует избегать выше 300 ° C.
Температура пресс-формы: рекомендуется 80 ° C. Температура пресс-формы влияет на степень кристалличности, и кристалличность будет влиять на физические свойства продукта. Для тонкостенных пластмассовых деталей, если вы используете температуру формы менее 40 ° C, пластичность пластиковых деталей со временем изменится, чтобы сохранить геометрическую стабильность пластиковых деталей, необходимость отжига.
Давление впрыска: обычно 750
1250 бар, в зависимости от конструкции материала и изделия.
Скорость впрыска: высокая скорость (для армированных материалов должно быть несколько ниже).
Из-за короткого времени установки PA66 положение ворот очень важно. Апертура затвора не менее 0,5 * t (где t — толщина пластика). Если используется горячий бегун, размер ворот должен быть меньше, чем у обычных бегунов, потому что горячий бегун может помочь предотвратить преждевременное затвердевание материала. При использовании подводных ворот минимальный диаметр затвора
Источник


