Расшифровка обозначения +- IT14/2
Всем здравствуйте. Подскажите пожалуйста как можно расшифровать в числовом формате обозначение +- IT14/2? ГОСТ читал, но окончательно понять не смог. Так же если можно объясните пожалуйста данное обозначение относится только к размерам окружностей, валов и цилиндров или оно относится ко всем размерам чертежа? читал ГОСТ не совсем понятно.
Надеюсь вопрос задан в соответствующем разделе. Заранее благодарю.
28.09.2016, 09:22
Расчет смет на продавливание
Это для линейных размеров. Для валов используют малые буквы (h, d, e, s), для отверстий заглавные (J, K, F, H). Числовые значения допуска зависят от самого размера. Для 1-3 мм допуск будет +- 100 мкм, а для 450-500 мм — +- 625 мкм
Offtop: таблицу можно загулить по «допуски и посадки ЕСКД таблица»
28.09.2016, 09:41
нестандартное оборудование, Пневмо-Гидро Системы
28.09.2016, 09:50
Артиллерист — вертолётчик. Дипломированный инженер-механик. Technologist

28.09.2016, 10:01
Расчет смет на продавливание
То есть и к угловым?
Offtop: Если пытаешься подмахнуть кого-то, то сам пиши так, чтобы не подмахнули 
28.09.2016, 10:01
Конструктор по сути (машиностроитель)
Ребята, таким новичкам надо разжёвывать 
К чему относится, зависит от того, какой текст написан в ТТ. Обычно это «валов h14, отверстий H14, остальных +-IT14/2». Остальные — это элементы типа уступов (высота ступеньки на лестнице) или фасок. Но бывает, что на чертеже текст в ТТ выглядит просто как «неуказанные отклонения +-IT14/2». Тогда ВСЕ размеры с таким допуском будут, неважно, валы это, отверстия или остальные. Ставится, когда к детали никаких особых требований соблюдать не надо. Типа прокладки, проставки, опоры и т.д.
Источник
Технические требования. IT или JT ? Пишите правильно!
С одним из смежников не прекращаются горячие дебаты. Причина (как только у них нормоконтролер такое пропускает. ) – один из пунктов технических требований на чертеже. Дословная формулировка — «Неуказанные предельные отклонения H14, h14, ±JT14/2.» Так допуски указываются на некритические размеры,
НО — JT. JT. Как эту запись понять?
Ладно. Обычно эта строчка выглядит коротко и понятно: H14, h14, +/- IT14/2.
Что задает поле допуска «Н14» для размеров на охватывающие элементы (отверстия), поле допуска «h14» для размеров на охватываемые (валы) и «плюс/минус И-ТЭ-14 пополам», то есть +/- половина допуска по четырнадцатому квалитету. на остальные размеры. Соответственно, охватываемые размеры имеют допуск от номинала в минус, охватывающие — от номинала в плюс, не относящиеся к ним — плюс/минус половина допуска от номинала. Детали, изготовленные с такими допусками, практически всегда собираются без напильнинга и кувалдинга.
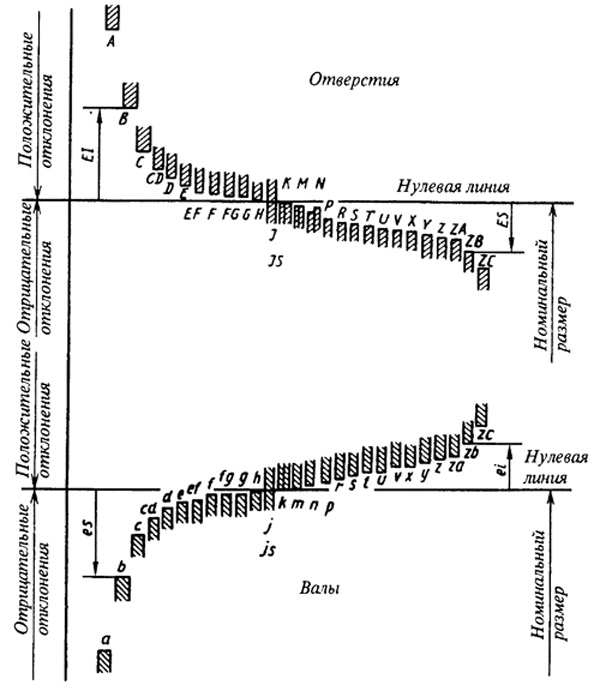
Латинские буквы (в данном случае Н и h) — это поля допусков. Они показывают как этот допуск размера расположен относительно нулевой линии (номинального размера). IT — это допуск размера. Величина этого допуска определяется степенью точности- квалитетом, который обозначается цифрами 00,01, 1, 2, 3 и так далее до 17.
Поля допусков были разработаны для размеров на диаметры отверстия (охватывающие элементы) и размеров на диаметры валов (охватываемые элементы) Отверстия и валы при этом могут быть не только круглыми, но и любой другой формы – от овальной до многоугольной. Для линейных размеров Указывают номинальный размер и допуск, например 70-0,3 или 20+0,1. Или указывают допуск по квалитету, по которому надо выдержать размер.
Так откуда же взялось пропускаемое «нормачем» пресловутое JT?
Полагаю, ошибка банальна. Есть поля допусков JS (для отверстий) и js (для валов). Это поле допуска расположено симметрично относительно номинального размера.
Никто и ничто не мешает (хотя бы ради эксперимента) указать в технических требованиях «Неуказанные предельные отклонения JS14, js14, ±JT14/2.» Эту запись, буквоедничая, надо понимать как «поле допуска», «поле допуска» и «непонятное 14»
Детали с полями допусков «JS14, js14,» изготовить можно и получить при сборке как посадку с зазором, так переходную или посадку с натягом. И вполне может быть применимо для изделий, которые пойдут на селективную сборку.
Фраза в идеале должна записываться так
«Неуказанные предельные отклонения H14, h14, ±IT14/2.»
И пониматься как «поле допуска для валов по 14 квалитету, поле допуска для отверстий по 14 квалитету, предельно допустимые отклонения для линейных размеров – половина допуска по 14 квалитету в каждую сторону.
Такое же отклонение фактических размеров от номинала – «половина допуска по соответствующему квалитету в каждую сторону» задают поля допуска JS и js.
Произошла банальная путаница – из-за схожих предельных отклонений (по половина допуска от ноля в каждую сторону) и схожего написания букв I и J поле допуска JS и запись +/- IT/2 скрестили и получили неизвестное в ЕСКД «JT».
Источник
Допуск it14 2 что это значит
ГОСТ 30893.1-2002
(ИСО 2768-1-89)
Основные нормы взаимозаменяемости
Предельные отклонения линейных и угловых размеров с неуказанными допусками
Basic norms of interchangeability. General tolerances. Limit deviations for linear and angular dimensions without tolerance indications
Дата введения 2004-01-01
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 2768-1-1989* «Общие допуски. Часть 1. Допуски линейных и угловых размеров без индивидуально указанных допусков» и содержит дополнительные требования, отражающие потребности экономики страны
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. N 22-ст межгосударственный стандарт ГОСТ 30893.1-2002 (ИСО 2768-1-89) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
1 Область применения
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров.
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или формообразованию из листового материала, если они не предусмотрены другими стандартами и пригодны для указанных деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. таблицу 1 и приложение А).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.307-68 Единая система конструкторской документации. Нанесение размеров и предельных отклонений
ГОСТ 25346-89 Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений
ГОСТ 25348-81 Основные нормы взаимозаменяемости. ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 30893.2-2002 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 общий допуск размера: Предельные отклонения (допуски) линейных или угловых размеров, указываемые на чертеже или в других технических документах общей записью и применяемые в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
3.2 Термины и определения допусков и предельных отклонений размеров — по ГОСТ 25346.
4 Основные положения
4.1 Общие допуски по настоящему стандарту применяют для следующих размеров с неуказанными индивидуально предельными отклонениями:
— линейных размеров (например, наружных, внутренних, диаметров, радиусов, расстояний, размеров уступов, размеров притупленных кромок: наружных радиусов закругления и размеров фасок);
— угловых размеров, включая угловые размеры, обычно не указываемые, т.е. прямые углы (90°), если нет ссылки на ГОСТ 30893.2, или углы правильных многоугольников;
— линейных и угловых размеров, получаемых при обработке деталей в сборе.
4.2 Общие допуски по настоящему стандарту не применяют для:
— размеров, к которым относятся ссылки на общие допуски по другим стандартам;
— номинальных (теоретически точных) размеров, заключенных в прямоугольные рамки.
4.3 Общие допуски по настоящему стандарту применяются, если на чертеже или в другой технической документации имеется ссылка на настоящий стандарт в соответствии с разделом 6.
Если, кроме указанной ссылки, имеется ссылка на другие стандарты, устанавливающие общие допуски для других способов обработки, например литья, то для размеров с неуказанными предельными отклонениями между обработанными и необработанными поверхностями, например в отливках или поковках, применяется больший из двух общих допусков.
Принципы назначения общих допусков размеров изложены в приложении Б.
4.4 Общие допуски установлены по четырем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства. Если для отдельных размеров необходимы меньшие допуски или допустимы и экономически выгодны большие допуски, то соответствующие предельные отклонения необходимо указать непосредственно у размера согласно ГОСТ 2.307.
4.5 Общие допуски линейных размеров ограничивают только местные размеры элемента, т.е. размеры, измеренные по двухточечной схеме в любом сечении, и не ограничивают все отклонения формы элемента.
4.6 Общие допуски угловых размеров ограничивают угол между прилегающими плоскостями или прямыми, образующими стороны рассматриваемого угла, и не ограничивают отклонений формы элементов, образующих стороны угла.
5 Предельные отклонения линейных и угловых размеров
5.1 Предельные отклонения линейных размеров, кроме размеров притупленных кромок (наружных радиусов скругления и высот фасок), по классам точности общих допусков приведены в таблице 1.
Размеры в миллиметрах
Предельные отклонения для интервалов номинальных размеров
Источник
Допуски и посадки. Условные обозначения
Квалитеты обозначаются порядковыми номерами, например 01, 7, 14
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например IT01, IT7, IT14
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (А … ZC) и строчными для валов (а … zc)
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета
Например: g6, js7, H7, Н11.
Обозначение поля допуска указывается после номинального размера элемента.
Например: 40g6, 40H7, 40Н11.
В обоснованных случаях допускается обозначать поле допуска с
основным отклонением Н символом + IT,
с основным отклонением h — символом — IT,
с отклонениями js или JS — символом ± IТ/2.
Например: + IT14, — IT14, ± IT 14/2
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе — обозначение поля допуска вала
Например: H7/g6
Обозначение посадки указывается после номинального размера посадки.
Например: 40H7/g6
Источник
Допуски для номинальных размеров по ГОСТ 25346, квалитеты, степени точности
Допуски образуют 19 рядов, которые называются квалитетами (степенями точности). Квалитет — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Каждый квалитет обозначается порядковым номером, который возрастает с увеличеснием допуска. Начиная с 5-го квалитета допуски определяются с помощью единицы допуска i и выражаются как постоянное для данного квалитета число единиц допуска.
| Обозначение допусков: | IT5 | IT6 | IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 |
| Значение допуска: | 7i | 10i | 16i | 25i | 40i | 64i | 100i | 160i | 250i | 400i |
Для квалитетов с 5 до 17 (размеры деталей до 500 мм) единицы допуска i определяются по формуле:

где
D — номинальный диметр, мм;
i — единица допуска, мм.
Допуски размеров с 1 до 500 мм для квалитетов с 4 по 14 приведены в таблице ниже.
Источник


