- Как выбрать сварочный полуавтомат
- Преимущество полуавтоматической сварки
- Ограничения в работе с методом сварки MIG-MAG
- Характеристики аппарата MIG-MAG (полуавтомата)
- Сила тока
- Напряжение холостого хода
- Процент нагрузки
- Синергетические настройки
- Сварочная проволока
- Дополнительные опции
- Вес аппарата
- Сварочный пост
- Механизм подающий проволоку
- Выбор
- Дополнительное сварочное оборудование
- Что такое синергетическое управление сварки и его преимущества?
- Полуавтоматы с самыми простыми настройками или что такое синергетика.
Как выбрать сварочный полуавтомат
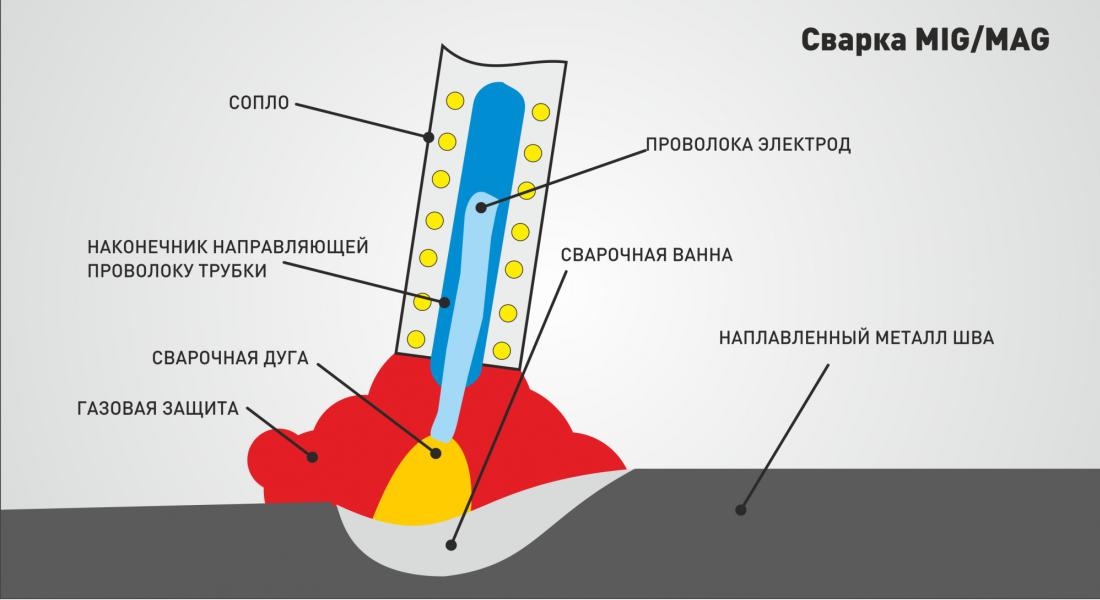
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
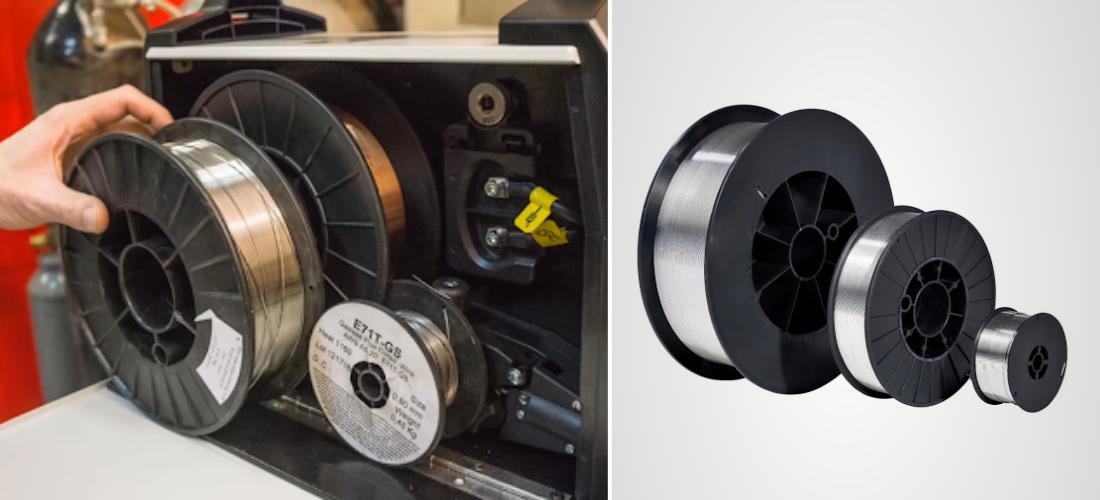
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Источник
Что такое синергетическое управление сварки и его преимущества?
Часто задаваемые вопросы
Синергетическая MIG/MAG (GMAW) сварка является разновидностью импульсной сварки. Синергетический сварочный аппарат задает импульсы тока для отсоединения расплавленных капель заданного объема посредством плавления электродной проволоки, в сочетании с другими параметрическими отношениями, необходимыми для стабильного сварочного процесса. Все эти параметры подбирается специально для данного материала и диаметра проволоки и программируются в синергетический сварочный аппарат.
Вот три основные характеристики синергетической работы:
1) Импульсные параметры выбираются автоматически.
2) Частота импульсов и их длительность напрямую связана со скоростью подачи проволоки.
3) Электронный контроль параметров обеспечивает равномерное проникновение металла в сварной профиль шва.
В практическом плане это позволяет оператору предварительно выбрать материал проволоки и ее диаметр для любой сварочной операции, а затем настроить один элемент управления, который регулирует скорость подачи проволоки. Управление «одной ручкой» является главным преимуществом такой системы по сравнению с обычными, не синергетическими устройствами, требующими, чтобы все параметры сварочного процесса устанавливались индивидуально для заданной скорости подачи проволоки. Таким образом, синергетические сварочные аппараты дают ощутимые преимущества, связанные с импульсной MIG/MAG сваркой.
Источник
Полуавтоматы с самыми простыми настройками или что такое синергетика.
Эта статья посвящена синергетическому управлению сварочным процессом. Гонка технологий, которая началась в 70-е годы прошлого века, вместе с бурным развитием компьютерных технологий продолжается до сих пор. Можно сказать, что вычислительная техника, а вместе с ней и все остальные отрасли производства развиваются такими темпами, которым могли позавидовать самые одаренные фантасты начала 20 века. Электронные разработки добрались в том числе и до области сварки. Сначала на рынке появились аппараты на базе mosfet транзисторов, а их усовершенствование вывело на рынок источники тока, которые базируются на технологии IGBT. Сегодня речь пойдет о следующем этапе в развитии технологии: синергетическом правлении сварочным процессом. В данной статье мы постараемся рассказать о плюсах и простоте синергетического управления, как она устроена и чем лучше традиционных настроек.
Начнем пожалуй с простоты настроек синергетических аппаратов. Многие покупатели сварочной техники, особенно новички в данной области имеют стойкое предубеждение перед интеллектуальным управлением. Дескать это сложно и не доступно пониманию среднестатистического сварщика. На самом деле это не так. Чтобы не быть голословными, сравним настройку двух аппаратов с классической регулировкой сварочного напряжения и скорости подачи, а также синергетический invertor. Вот классический пример освоения нового полуавтомата одним из популярных видеоблогеров. Как видите, избежать прожогов металла и быстро освоить традиционные настройки не получается даже у искушенного в гаражном ремонте специалиста. Проведем наш эксперимент. Пригласим к аппарату Аврора Спидвей 160 девушку и посмотрим, сможет ли наш сварщик соединить две пластины, никого при этом не покалечив и не испортив заготовки. Спустя 10 минут мы имеем вот такой результат:


Шов не идеален, однако прожогов и других самых грубых ошибок нам удалось избежать. Как видите с процессом настройки аппарата с синергетическим управлением может справиться даже человек с нулевым опытом. Профессионал же, с помощью ручных корректировок заводских настроек сможет добиться любого результата. Практически все синергетические полуавтоматы позволяют откорректировать напряжение и индуктивность в широком диапазоне от заводских установок. При работе с традиционными настройками сварщику необходимо выбрать диаметр сварочной проволоки, который подходит для работы с конкретным материалом, выставить соответствующее сварочное напряжение, подобрать скорость подачи проволоки. Для профессионала эта задача не представляет трудности, однако у новичка в сварке на выяснение всех тонкостей может уйти масса времени и сил, а иногда и средств на исправление ошибок. Именно поэтому синергетическое управление является находкой для сварщика — любителя. Аппарат не позволит допустить грубых ошибок и убережет металл от прожогов. На сегодняшний день покупатель может выбрать себе по душе аппарат из широкого ассортимента сварочных полуавтоматов с синергетическим управлением. Аппараты с синергетическим управлением.
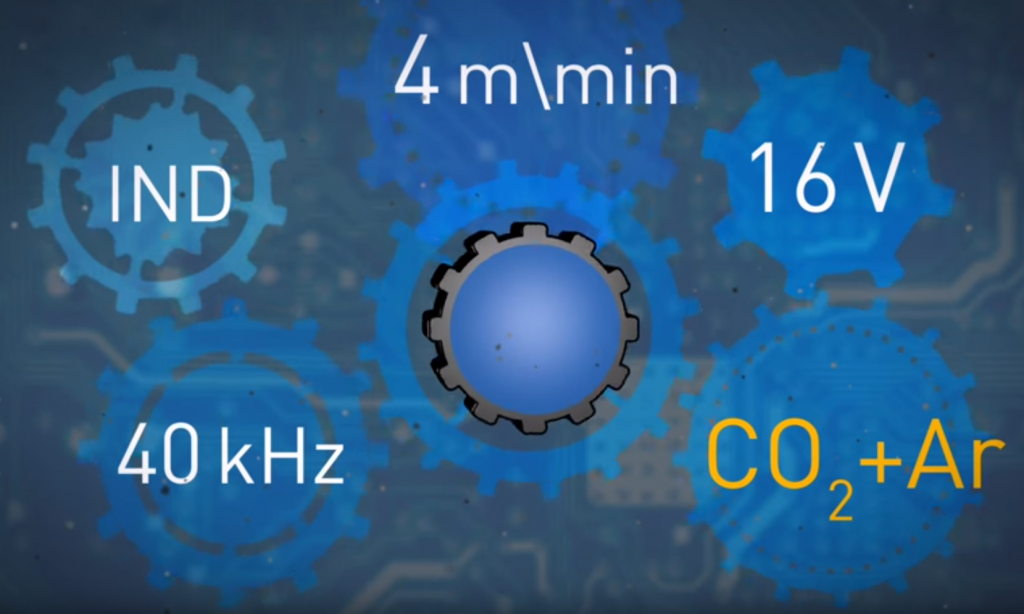
С настройкой разобрались. Давайте вернёмся к теории и поговорим о том, что же такое синергетика. Синергетическое управление это использование микропроцессорных систем микроконтроллеров для выбора и обеспечения оптимальной циклограммы, то есть параметров импульсов и вида сварочного тока с учетом марки толщины и свойств металлоизделия, а также особенностей сварочных материалов, диаметра и марки проволоки, вида и состава защитного газа и так далее. Чтобы понять что такое синергетика, представим себе часовой механизм, слаженная работа которого позволяет очень точно отмерять время. Если мы поворачиваем любую из шестеренок, весь механизм меняет свою конфигурацию. Синергетика также позволяет изменять все настройки, меняя только один параметр. Если, к примеру изменить на аппарате состав защитного газа, это повлечёт за собой изменение сварочного напряжения и скорости подачи проволоки, повлияет на индуктивность дуги и количество импульсов в цепи переменного тока.
Синергетическое управление позволяет использовать огромную библиотеку программ, которая загружена в память устройства на производстве. Данный архив — результат кропотливого труда инженеров и опытных сварщиков, которые составили коллекцию разнообразных вариантов настроек параметров и их сочетаний. До появления синергетики сварщику перед выполнением ответственных работ приходилось долго настраивать аппарат. Чтобы выбрать оптимальный вариант скорости подачи сварочного напряжения и индуктивности, специалисту порой приходилось тратить до 30 минут, а если задачи в течение дня менялись, то время, необходимое на каждую подстройку превращалось в часы. Синергетические аппараты упрощают задачу с помощью предустановленных программ, а также памяти аппарата, которая позволяет сохранить все данные и переключаться между задачами скажем сваркой алюминия и стали нажатием всего одной кнопки. Синергетика не новинка. Данная система управления появилось более 15 лет назад, но до недавнего времени интеллектуальное управление применялось исключительно на промышленном оборудовании. Развитие технологий сделало синергетику доступной и рядовому сварщику. Главной задачей новой системы управления было максимальное сокращение времени необходимого для настройки аппарата, а также снижение требований к уровню квалификации сварщика. Огромное разнообразие марок и типов свариваемых металлов, тонкости процесса сварки, защиты шва требует от современного сварщика не только профессиональных умений, но также глубоких знаний в области материаловедения, химии защитных газов электротехники и прочих областях, познаниями в которых обладают далеко не все доктора наук. Чтобы упростить жизнь простому сварщику, но при этом сохранить качество работы на высоком уровне, было начато производство интеллектуальных программируемых аппаратов, которые взяли бы на себя всю теоретическую часть сварочного процесса, позволив сварщику сконцентрироваться на ведении шва. Оператору синергетического аппарата остается выбрать сварочные материалы и выставить необходимые напряжения, все остальное сделает аппарат. Каждый уважающий себя производитель имеет в своем штате инженерный отдел, который занимается в том числе созданием программного обеспечения для интеллектуальной сварочной техники. Инженеры и сварщики из отдела разработок делают бесконечную лабораторную работу, посвященную изменению свойств сварочного шва при изменение одного из параметров процесса. Отдел разработок сваривает сотни образцов, которые затем отправляются в лабораторию неразрушающего и разрушающего контроля. По результатам проверок выбираются идеальные параметры сварки для каждого конкретного образца. Сочетание лучших настроек закладывается в память инвертора для получения оптимального результата.
Почти каждый известный в мировых масштабах производитель сварочной техники на сегодняшний день имеет в своем модельном ряду грядку синергетических аппаратов. Среди наиболее известных производителей стоит отметить Lincoln Electric, Kemppi, Esab. Также отечественному сварщику хорошо знакомые серии HighPULSE и Alpha Q немецких производителей MERKLE и EWM. Можно предположить, что будущее сварки именно за программируемыми сварочными аппаратами. Скорее всего производители начнут оснащать свои инверторы обновляемым программным обеспечением, которое позволит еще более тонко подходить к процессу сварки и подстраивать параметры под конкретную задачу. Среди разработчиков все активнее обсуждается вопрос оснащения аппаратов USB — интерфейсом, который позволит обновлять ПО через интернет. Свежие прошивки аппаратов позволят сварщиком не покупать новое оборудование, а производить апгрейт старых устройств до уровня передовых новинок.
Материал взят с канала Aurora Online Channel. Ссылка на видео.
Для начала о внешних характеристиках.
Вес аппарата составляет 23кг, и о габаритах явно не скажешь, что аппарат компактный.
Сетевой кабель питания представляет собой трёхжильный кабель в резиновой изоляции, с сечением 2,5мм^2 и в длину почти 3м.
Вместо стандартного переключателя на 220В за включение аппарата отвечает двухпозиционный поворотный тумблер.
Стоит отметить, что в данном инверторе установлен мощный 4-х роликовый механизм подачи. Это позволяет использовать горелку бОльшей длины, не в ущерб равномерности подачи проволоки. Также, такой механизм минимизирует деформацию алюминиевой проволоки при её протяжке по каналу горелки. Однако, о корректной сварке алюминия, всё же говорить не приходится, поскольку аппарат не оснащён функцией двойного импульса.
Подключение газа в данном инверторе реализовано следующим образом:
На задней стенке аппарата вместо штуцера выходит резьба М16х1.5 (В комплекте с аппаратом поставляется шланг, опрессованный заводским способом, длиной 3м) Таким образом, подключение газа к аппарату происходит через резьбовое соединение, т.е. напрямую к редуктору/регулятору, что является надёжнее (чем хомуты, например).
Для начала о внешних характеристиках.
Вес аппарата составляет 23кг, и о габаритах явно не скажешь, что аппарат компактный.
Сетевой кабель питания представляет собой трёхжильный кабель в резиновой изоляции, с сечением 2,5мм^2 и в длину почти 3м.
Вместо стандартного переключателя на 220В за включение аппарата отвечает двухпозиционный поворотный тумблер.
Стоит отметить, что в данном инверторе установлен мощный 4-х роликовый механизм подачи. Это позволяет использовать горелку бОльшей длины, не в ущерб равномерности подачи проволоки. Также, такой механизм минимизирует деформацию алюминиевой проволоки при её протяжке по каналу горелки. Однако, о корректной сварке алюминия, всё же говорить не приходится, поскольку аппарат не оснащён функцией двойного импульса.
Подключение газа в данном инверторе реализовано следующим образом:
На задней стенке аппарата вместо штуцера выходит резьба М16х1.5 (В комплекте с аппаратом поставляется шланг, опрессованный заводским способом, длиной 3м) Таким образом, подключение газа к аппарату происходит через резьбовое соединение, т.е. напрямую к редуктору/регулятору, что является надёжнее (чем хомуты, например).
Источник


