Обозначение и указание линейных исполнительных размеров
Стандартом установлены три способа обозначения полей допусков линейных размеров и посадок: цифровое, буквенное, комбинированное (сочетание буквенного и цифрового).
Цифровое обозначение удобно, когда известно, что проверка изделий будет выполняться универсальными средствами измерений (штангенинструментами, микрометрическими инструментами и др.). Его применяют преимущественно в единичном и мелкосерийном производствах. Способ обязателен для нестандартных отклонений, отклонений углов, радиусов, межосевых расстояний и др.
Условное обозначение удобно, когда известно, что проверка размеров изделий выполняться специальными средствами измерений (калибрами, шаблонами, контрольными приспособлениями). Его применяют преимущественно в массовом и крупносерийном производствах.
Комбинированное обозначение удобно, когда неизвестно, какие средства применять для проверки размеров или что будут применять и те, и другие средства.
Рассмотрим основные правила обозначения и указания линейных исполнительных размеров.
Цифровое обозначение. Поле допуска записывают за цифрами номинального размера, например:  . Знак цифры верхнего предельного отклонения размера рекомендуется записывать симметрично верхней границе цифр номинала, а знак и цифры нижнего предельного отклонения – симметрично нижней границе номинала. Знаки и цифры предельных отклонений нужно писать четко, оставляя пробел между цифрами верхнего и нижнего отклонений. Цифры предельных отклонений должны быть меньше цифр номинала.
. Знак цифры верхнего предельного отклонения размера рекомендуется записывать симметрично верхней границе цифр номинала, а знак и цифры нижнего предельного отклонения – симметрично нижней границе номинала. Знаки и цифры предельных отклонений нужно писать четко, оставляя пробел между цифрами верхнего и нижнего отклонений. Цифры предельных отклонений должны быть меньше цифр номинала.
Если одно из предельных отклонений равно нулю, то его не записывают, например:  или
или  .
.
Если верхнее и нижнее предельные отклонения равны по величине, но противоположны по знаку, то их записывают, например, так:  . Высота цифр отклонений при такой записи равна высоте цифр номинала. Знаки записываются между цифрами номинала и отклонений.
. Высота цифр отклонений при такой записи равна высоте цифр номинала. Знаки записываются между цифрами номинала и отклонений.
У верхнего и нижнего предельных отклонений количество цифр после запятой справа должно быть одинаковым, например:  .
.
Исполнительные размеры указываются в мм. Если исполнительный размер указывают на чертеже, то единицы измерения не пишут. В текстовых записях (в технических требованиях, примечаниях и др.) единицы измерения указывают обязательно.
Посадку записывают за номинальным размером сопряжения, в виде дроби, в числителе которой указывают поле допуска размера отверстия, а в знаменателе – поле допуска размера вала. Например:
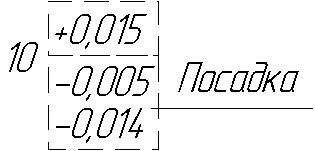
Разделительная черта проводится на уровне середины цифр номинала.
Буквенное обозначение. За цифрами номинального размера записывают обозначение поля допуска размера: сначала обозначение основного отклонения, затем – номер квалитета. Например: 10Н7, 10Е8 (для отверстия высота цифр и букв одинаковая), 10h6,10e6,10g6 (для вала высота цифр одинаковая).
Посадку записывают за цифрами номинального размера сопряжения в виде дроби: в числителе – иоле допуска размера отверстия, в знаменателе – поле допуска размера вала. Например:
10 Н7/е7 или 10  — посадка в системе отверстия, 10
— посадка в системе отверстия, 10  или 10 Е7/h7 – посадка в системе вала,
или 10 Е7/h7 – посадка в системе вала,
10  или 10 F7/f7 – посадка комбинированная по системе.
или 10 F7/f7 – посадка комбинированная по системе.
Комбинированное обозначение. После цифр номинального размера записывают сначала буквенное обозначение поля допуска, а затем, в круглых скобках, цифровое обозначение поля допуска размера, например:  ,
,  ),
),  ,
,  ).
).
Для сопряжения после цифры номинального размера записывают условное обозначение посадки, за ним в круглых скобках цифровое обозначение посадки. Например:
10 
 , 10
, 10  .
.
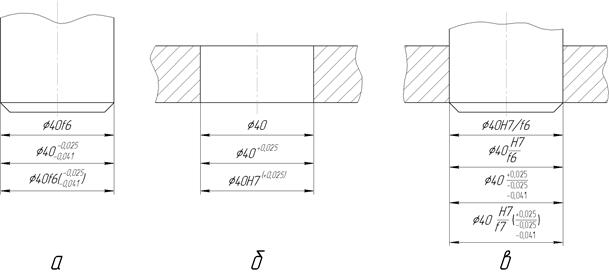
Рис. 21 Обозначение посадок на чертежах:
а – обозначение вала; б – обозначение отверстия; в – обозначение посадки
Источник
Большая Энциклопедия Нефти и Газа
Исполнительный размер — калибр
Исполнительные размеры калибров должны быть изготовлены с высокой точностью. Для этого стандартами установлены специальные допуски для изготовления калибров. [17]
Исполнительным размером калибра называется размер, проставленный на его чертеже. В качестве исполнительного размера скобы берется наименьший предельный размер ее с положительным отклонением; в качестве исполнительного размера пробки и контрольного калибра берется наибольший предельный размер ее с отрицательным отклонением. [18]
Расчет исполнительных размеров калибров производится в следующей последовательности. [19]
На чертежах исполнительные размеры калибров проставляют следующим образом: для калибров-скоб — наименьший предельный размер с нижним отклонением, равным нулю, и с верхним положительным отклонением, равным по абсолютной величине допуску на изготовление калибра; для калибров-пробок и контркалибров — их наибольший предельный размер с нижним отрицательным отклонением, равным по абсолютной величине допуску на изготовление калибра, и с верхним отклонением, равным нулю. Таким образом, допуск на изготовление калибров задается в тело, что удобно при доводке калибров и обеспечивает большую вероятность изготовления годных калибров. [20]
Аналогично определяем исполнительные размеры других калибров . [21]
При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для калибров-пробок, располагая поле допуска на изготовление по принципу экономии металла. [22]
При расчете исполнительных размеров калибров ( размеров, проставляемых на чертежах) следует учитывать принцип одностороннего расположения поля допуска основной детали. [23]
При расчете исполнительных размеров калибров учитываются следующие обстоятельства. [24]
Схема расчета исполнительных размеров калибров для контроля соосности цилиндрических поверхностей наиболее проста. [25]
Что называется исполнительным размером калибра . [26]
Приведенные в таблицах исполнительные размеры калибров для проверки метрической и трапецеидальной резьб разных диаметров, но с одинаковым шагом удалось сгруппировать так, что подсчитанные исполнительные размеры калибров для этих резьб разнятся между собой только на целые миллиметры, и разность эта равняется разности номинальных диаметров резьб. [27]
Вычисленные с помощью микро — ЭВМ исполнительные размеры калибров проставляют общепринятым способом на рабочих чертиках калибров. [28]
По формулам ГОСТ 24853 — 81 определяют исполнительные размеры калибров . Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобьгпроставляют наименьший предельный размер с положительным отклонением; для пробки и контрольного калибра — их наибольший предельный размер с отрицательным отклонением. [29]
Источник
Исполнительный размер, поле допуска и графическое изображение исполнительного размера




![]()
![]()
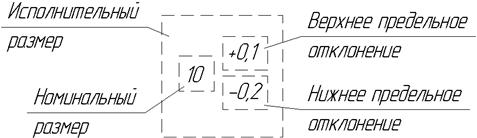
Исполнительный размер – это заданный, нормированный размер, который должен быть получен при изготовлении, т.е. тот размер, который установил, например, конструктор или технолог.
Исполнительный размер – это обобщающее название: если он указан в чертеже, то его называют конструкторским, если в технологической документации — технологическим (например, операционным).
Исполнительный размер может быть записан в разной форме (подробно этот вопрос будет рассмотрен ниже). Например, он может быть записан в следующей форме (при цифровом обозначении поля):
Исполнительный технологический (операционный) размер, чаще всего задается через одно отклонение (второе равно 0). Для отверстия это отклонение имеет знак «плюс», для вала «минус». Для расчета исполнительного технологического размера рассчитывается  ,
,  и допуск
и допуск  .
.
Если рассчитывается размер для отверстия, то за номинальный размер принимается , а весь допуск располагается в плюс, т.е. верхнее отклонение равно  . Если рассчитывается размер для вала, то за номинальный размер принимается , а весь допуск располагается в минус, т.е. нижнее отклонение равно
. Если рассчитывается размер для вала, то за номинальный размер принимается , а весь допуск располагается в минус, т.е. нижнее отклонение равно  .
.
Пример перерасчета исполнительного технологического (операционного) размера из конструкторского, приведенного выше.
Конструкторский исполнительный  .
.
 ;
;  ;
;  .
.
Исполнительный — технологический (операционный) будет:
§ в случае отверстия 
§ в случае вала 10,1-0,3
Поле допуска размера – совокупность верхнего и нижнего предельных отклонений или интервал значений размера, ограниченный верхним или нижним предельным отклонением. При графическом изображении поле допуска — это поле, заключенное между линиями верхнего и нижнего предельных отклонений в виде прямоугольника.
Поле допуска и допуск — понятия разные. Поле допуска включает понятие допуска и о том, как допуск расположен относительно номинального размера.
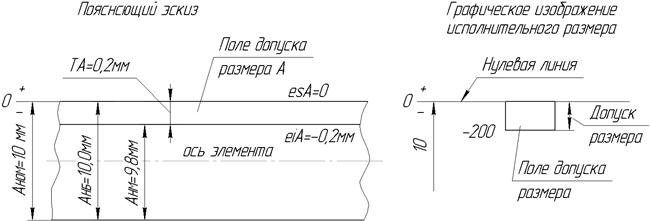
Для построения поля допуска проводится нулевая линия, обозначающая номинальный размер, отклонения со знаком плюс откладывается над линией, со знаком минус — под линией. Номинальный размер указывается в миллиметрах, а предельные отклонения в микрометрах. Масштаб произвольный.
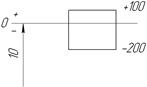
На рис.6 показано, как строится графическое изображение исполнительного размера элемента вала  .
.

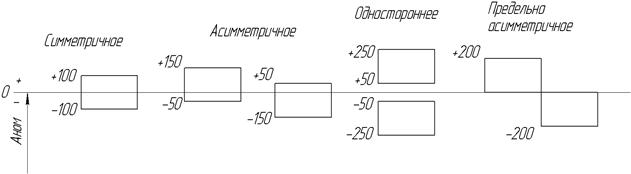
На рис. 7 показано, что поля допусков, в зависимости от предельных отклонений, могут быть по-разному расположены относительно номинала (относительно нулевой линии, которая символизирует номинал). На рисунке видно также, что один и тот же допуск (на рисунке допуск 0,2 мм = 200 мм) может быть задан множеством пар предельных отклонений, а поэтому при одном и том же допуске поля допусков могут быть разные.
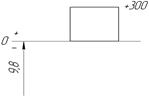
Ниже приведены поля допусков для рассчитанных выше исполнительных размеров:
численно ; графически:
Исполнительный технологический (операционный)
численно
численно 
Источник


