- Дефектация деталей — это что такое?
- Дефектный акт. Образец заполнения
- Для чего нужен дефектный акт
- Как составить дефектный акт
- Инструкция по заполнению дефектного акта
- После составления дефектного акта
- Дефектация
- Смотреть что такое «Дефектация» в других словарях:
- Дефектовка автомобиля после ДТП — что это и когда ее нужно проводить
- Методы дефектации
- 2.12.17. Каркасы шкафа управления и распределительного шкафа
- Дефектация шестерен
- 2.12.1. Резервуар
- Дефектация пружин
- 2.12.13. Шток
- Дефектация подшипников качения
- 2.12.2. Сопло
- Какие документы составляются?
Дефектация деталей — это что такое?
Технологический процесс под общим названием «дефектация» (или «дефектовка») представляет собой оценку техсостояния деталей и сопряжений, после чего проводится их сортировка в соответствии с группами годности. При проведении дефектации осуществляется комплексная проверка соответствия сопряжений и деталей техническим требованиям, которые подробно излагаются в ТУ (технических условиях) на ремонт или же в руководствах по выполнению ремонта. В процессе работ осуществляется полный контроль, иными словами, это контроль каждого сопряжения и детали.

Дефектация деталей — процесс многоуровневый, к которому относят также многостадийный и инструментальный методы контроля. С целью последовательного изымания потерявших годность сопряжений и деталей из общего количества используются такие стадии выявления дефектных деталей:
- с геометрическими параметрами, не подлежащими устранению — измерительный контроль;
- со скрытыми дефектами, которые невозможно устранить — неразрушающий контроль;
- с явными дефектами, не подлежащими устранению — визуальный контроль.
Методы контроля, которые применяются специалистами при дефектации сопряжений и деталей:
- использование микрометрического инструмента (микрометров, инженерных линеек, штанген-циркулей и прочих);
- проведение органолептического осмотра (оценка внешнего состояния сопряжения и деталей, определение присутствия сколов, деформаций, трещин и прочее);
- использование бесшкальных мер (уровни, калибры);
- осуществление инструментального осмотра с использованием приборов и приспособлений, что дает возможность выявить наличие скрытых дефектов сопряжений и деталей с помощью различных средств неразрушающего контроля.
Контролю при дефектации подвергаются лишь те сопряжения и детали, которые, согласно техническим условиям эксплуатации изделия, будут подвергаться естественному износу или же высока вероятность их повреждения (выхода из строя).
После проведения контроля сопряжения и детали условно подразделяют на три группы: полностью годные к эксплуатации, подлежащие восстановлению и полностью негодные.
Как правильно писать: дефектация или дефектовка?
Правильное написание слова — дефектовка.
Источник
Дефектный акт. Образец заполнения
Дефектный акт – это специальный учетный документ, который фиксирует недостатки, поломки, дефекты оборудования и техники. Он относится к первичной документации и оформляется на основе выводов комиссии экспертов. Комиссию назначает руководство организации, которая проводит инвентаризационную проверку своего имущества и чаще всего в нее входят сотрудники предприятия из разных структурных подразделений. Обычно к составлению этого документа прибегают те компании, на балансе которых много различного рода оборудования, техники и прочих основных средств. Основанием для работы экспертной комиссии служит приказ, изданный директором предприятия.
К вашему вниманию! Этот документ можно скачать в КонсультантПлюс.
Для чего нужен дефектный акт
Дефектный акт является основанием для решения о списании основных средств. Во время инвентаризации экспертная комиссия при выявлении недочетов вносит сведения о них в специальную таблицу, а также делает выводы о возможности или невозможности их устранения. Если дефекты исправить нельзя, то составляется решение о списании оборудования.
Если дефектный акт будет составлен неверно, то это может послужить отказом в признании налоговой службой затрат на ремонт или списание основных средств в налоговом учете предприятия.
Это, в свою очередь, приведет к увеличению (доначислению) налоговой выплаты и одновременно штрафу.
Как составить дефектный акт
Унифицированной стандартной формы дефектного акта нет, поэтому организации могут писать его либо в свободном виде, либо по специально разработанному внутреннему шаблону. Обычно этот документ выглядит в виде таблицы или оформляется списком, который включает в себя все сведения о выявленных дефектах и вероятностях для их исправления. Если организация составляет документ самостоятельно, то она может оформить его как на фирменном бланке, так и на обычном листе А4. При этом акт в обязательном порядке должен содержать следующее:
- название предприятия и данные о руководителе;
- точное наименование оборудования или объекта, по которому проводится инвентаризационная проверка;
- список должностных лиц, входящих в экспертную комиссию;
- сведения о найденных дефектах;
- рекомендации к устранению поломок и дефектов.
Акт составляется в том количестве экземпляров, которое необходимо для всех заинтересованных сторон, при этом каждый из них должен быть заверен экспертной комиссией. Никаких расценок, стоимости оборудования в акте не указывается.
Инструкция по заполнению дефектного акта
- В начале документа указывается дата и номер приказа по утверждению формы дефектного акта, принятой в данной конкретной организации.
- Затем вписываются сведения о предприятии: его название с указанием организационно-правовой формы, а также структурное подразделение или отдел, в котором проводится проверка техники и оборудования на предмет выявления дефектов.
- Далее вносятся фамилия, имя, отчество руководителя организации, с чьей санкции проводится инвентаризация имущества, а также ставится дата проверки и печать (печать ставить необязательно, так как с 2016 года юридические лица, как и индивидуальные предприниматели могут в принципе ее не использовать).
- Ниже вписывают название документа, а также его номер по внутреннему документообороту. Затем опять же ставится дата составления документа и вносится адрес, по которому находится объект, подвергающийся проверке.
- Следующим шагом вписывается дата и номер приказа, которой послужил основанием для работы экспертной комиссии, а также ее состав. Сотрудников, вошедших в комиссию, нужно указывать с полным наименованием должности, фамилии, имени и отчества.
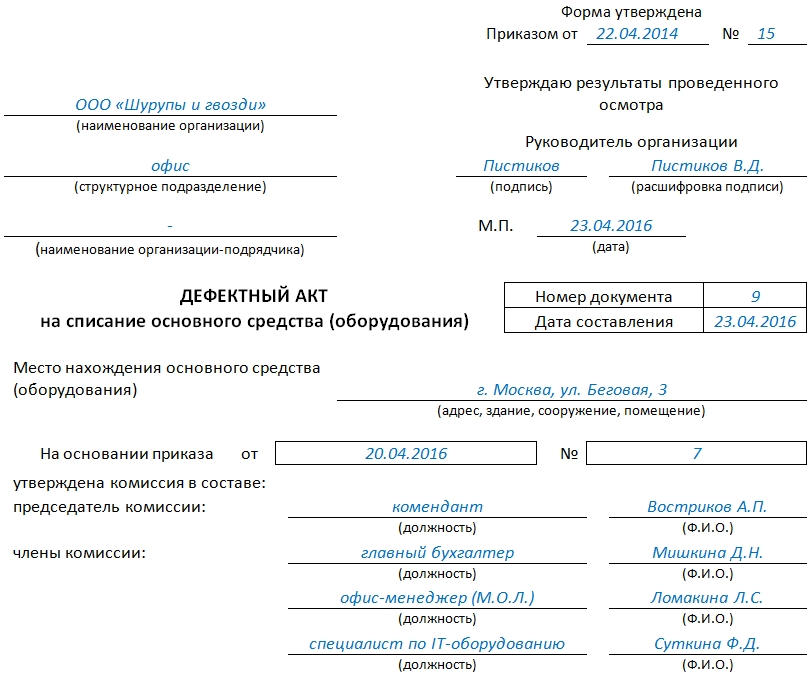
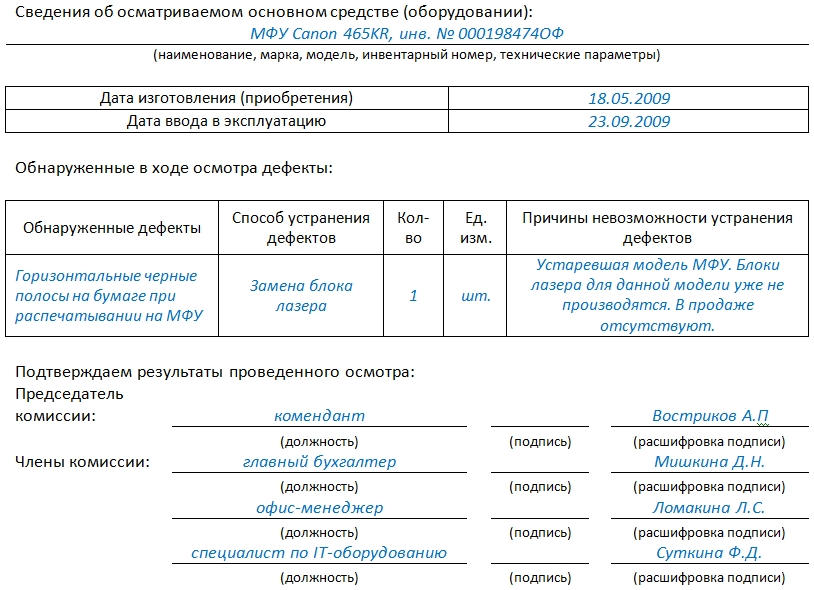
- Далее заполняются подробные сведения об оборудовании, которое проверялось: вносится его название, серия, номер и т.д., а также дата выпуска и ввода в эксплуатацию. Ниже указывается информация о выявленных неисправностях, вписываются единицы их измерения, и количество.
Формулировки, отражающие суть поломок нужно тщательно продумать, они должны быть максимально четкие и правильные.
После составления дефектного акта
На основании данного документа члены комиссии выносят решение о проведении восстановительных работ, перечисляют их перечень, а также указывают сметную стоимость, после чего оборудование или техника подвергаются ремонту. Если кто-либо не согласен с выводами экспертной комиссии, он вправе обжаловать данное решение в судебном порядке.
Источник
Дефектация
Словарь военных терминов. — М.: Воениздат . Сост. А. М. Плехов, С. Г. Шапкин. . 1988 .
Смотреть что такое «Дефектация» в других словарях:
дефектация — Определение потребного ремонта [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN repair determination … Справочник технического переводчика
дефектация — (лат. defectus кемістік, ақау) әскери техниканың агрегаттары мен бөлшектерінің бұзылған жерін табу, олардың техникалық жағдайын және одан әрі қолдануға жарамдылығын айқындау процесі. Жөндеу кезінде Д дан бұрын, әдетте, алдымен бұйымдар… … Казахский толковый терминологический словарь по военному делу
дефектация судна — Определение вида технического состояния судна, состава и объема операций, обеспечивающих восстановление после ремонта значений технико эксплуатационных характеристик судна до заданных. [ГОСТ 24166 80] дефектация судна Определение технического… … Справочник технического переводчика
дефектация ЖРД — Разборка и исследование технического состояния ЖРД после испытания с целью обнаружения дефектов. [ГОСТ 17655 89] Тематики двигатели ракетные жидкостные … Справочник технического переводчика
Дефектация судна — 27. Дефектация судна D. Schiffsdefektentdeckung Е. Ship defects discovering F. Mise en évidence des défauts du navire Определение вида технического состояния судна, состава и объема операций, обеспечивающих восстановление после ремонта значений… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 24166-80: Система технического обслуживания и ремонта судов. Ремонт судов. Термины и определения — Терминология ГОСТ 24166 80: Система технического обслуживания и ремонта судов. Ремонт судов. Термины и определения оригинал документа: 15. Аварийный ремонт судна D. Havarie Reparatur des Schiffs E. Damage ship repair F. Réparation (du navire)… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 23346-78: Эксплуатация транспортного морского флота техническая. Термины и определения — Терминология ГОСТ 23346 78: Эксплуатация транспортного морского флота техническая. Термины и определения оригинал документа: 4. Ввод судна в эксплуатацию D. Inbetriebsetzung des Schiffes E. Ship entering in exploitation F. Mise du navire en… … Словарь-справочник терминов нормативно-технической документации
РЕМОНТ судна — комплекс работ по восстановлению работоспособного состояния судна. Р. выполняют по планово предупредит. сист. (ППС), предусматривающей плановые ремонты определ. видов, производимые с заданными последовательностью и периодичностью. К осн. видам… … Морской энциклопедический справочник
Ахтубинский ССРЗ — ЗАО «Ахтубинский судостроительно судоремонтный завод» Тип Закрытое акционерное общество Год основания 1910 Расположение … Википедия
РЕМОНТ ТЕХНИКИ — в сельском хозяйстве, совокупность органи зац. и технич. мероприятий, осуществляемых с целью восстановления исправности или работоспособности технич. средств. В зависимости от конструктивных особенностей, характера повреждений и степени износа… … Сельско-хозяйственный энциклопедический словарь
Источник
Дефектовка автомобиля после ДТП — что это и когда ее нужно проводить
Дефектация — это процесс технического контроля соединений и деталей, который заключается в определении степени их годности к использованию на ремонтируемом объекте. Основная задача дефектации — не пропустить на сборку детали, ресурс которых исчерпан или меньше планового межремонтного срока, не выбраковать годные детали, выявить необходимость их ремонта (восстановления).
Степень годности деталей к повторному использованию или восстановлению устанавливают по техническим картам на дефектацию. В них указаны: характеристика детали (материал, термическая обработка, твердость, размеры, отклонение формы и др.), возможные дефекты, методы контроля, допустимые без ремонта и предельные размеры.
В мастерских хозяйств работа по дефектации проводится на рабочих местах по ремонту сборочных единиц. На специализированных ремонтных предприятиях организуют специальные участки.
При дефектации соединений и деталей определяют изменения размеров и формы рабочих поверхностей, нарушение взаимного расположения деталей, изменение физико-механических свойств (потеря упругости, магнитных свойств и т. д.), коррозионные и усталостные разрушения и другие дефекты.
В процессе дефектации все детали разделяют на пять групп и маркируют краской определенного цвета:
- годные — зеленой
- годные в соединении с новыми деталями или отремонтированными до номинальных размеров — желтой
- подлежащие ремонту на данном предприятии — белой
- подлежащие ремонту на специализированных предприятиях — синей
- негодные, подлежащие утилизации — красной
У деталей контролируют только те параметры, которые могут измениться в процессе эксплуатации машины. Многие детали могут иметь по нескольку дефектов. Для уменьшения трудоемкости дефектации необходимо придерживаться последовательности контроля, указанной в технологической карте.
Состояние некоторых сборочных единиц и соединений (топливные и масляные насосы, распределители гидросистем, генераторы и др.) определяют в собранном виде. При текущем ремонте большинство сборочных единиц и соединений проверяют непосредственно на машине без их полной разборки. Результаты дефектации заносят в ведомость дефектов, которую составляют на каждую машину. Она служит основным документом, определяющим объем ремонтных работ, потребность в запасных частях и стоимость ремонта.
Методы дефектации
Техническое состояние деталей определяют внешним осмотром, остукиванием, измерением размеров, проверкой с помощью универсальных инструментов, специальных шаблонов, приборов, приспособлений и стендов.
При осмотре выявляют наружные повреждения деталей, деформации, трещины, задиры, обломы, прогар, раковины, коррозию, негерметичность и др.
Остукиванием определяют состояние неподвижных соединений (ослабление посадок заклепок, штифтов, шпилек, колец), наличие трещин в корпусных деталях. При легком простукивании плотно сидящие и неподвижные детали издают звонкий металлический звук, а в случае наличия трещин или слабой посадки — дребезжащий, глухой.
С помощью универсальных измерительных средств определяют фактические размеры, отклонения от размеров, формы, взаимного расположения конструктивных элементов детали. В соединениях измеряют величину зазора. Для определения геометрических параметров деталей используют штангенциркули, микрометры, индикаторные нутромеры, штангензубомеры и др. Порядок измерения, применяемый инструмент, приспособления, место замеров указываются в соответствующих технологических картах.
С целью повышения производительности и упрощения контроля и сортировки деталей в специализированном ремонтном производстве применяют дефектовочные калибры (жесткий предельный инструмент) и шаблоны. Шаблоны изготавливают по принципу однопредельных скоб.
Погнутость, скрученность, биение и коробление поверхностей деталей определяют при помощи специальных приспособлений и устройств. Для этой цели используют поверочные плиты; универсальные штативы с индикаторами часового типа, специальные призмы и центры, линейки, угольники, щупы.
Скрытые дефекты деталей (трещины, раковины и др.) выявляют пневматическим, гидравлическим, магнитным, капиллярным и ультразвуковым методами.
Пневматический метод применяют для проверки герметичности радиаторов, топливных баков, топливопроводов, резиновых камер и т. д. Деталь погружают в ванну с водой. Если она имеет больше одного отверстия, то остальные закрывают пробками, а в оставшиеся подают воздух. По пузырькам выходящего воздуха определяют место дефекта.
Гидравлическим методом на специальных стендах проверяют герметичность рубашек блоков, головок цилиндров, всасывающих труб двигателей и т. д. Деталь устанавливают на стенд, отверстия закрывают специальными заглушками с прокладками, внутреннюю полость заполняют водой и создают определенное давление. Подтекание воды укажет место трещины. Гидравлический метод применяют также при проверке плунжерных пар, нагнетательных клапанов топливных насосов высокого давления, форсунок и топливопроводов после ремонта.
Магнитную дефектоскопию применяют для обнаружения скрытых трещин, пор, шлаковых включений в деталях, изготовленных из ферромагнитных материалов. Метод основан на появлении магнитного поля рассеивания в зоне расположения дефекта при прохождении магнитно-силовых линий через деталь. Намагничивание производится пропусканием электрического тока через деталь. Перед намагничиванием деталь посыпают ферромагнитным порошком или поливают суспензией, состоящей из трансформаторного масла (40%), керосина (60%) с добавлением 50 г/л магнитного порошка. Частицы порошка концентрируются по краям дефекта, как у полюсов магнита, и указывают место его расположения и конфигурацию.
Капиллярные методы позволяют выявить нарушения сплошности (трещины, поры и т. п.) у деталей, изготовленных из ферромагнитных и немагнитных материалов. Они основаны на способности некоторых жидкостей проникать в мельчайшие поверхностные нарушения сплошности. К этим методам относится люминесцентная и цветная дефектоскопии.
Простейший из капиллярных методов — цветная дефектоскопия. Проникающую жидкость (керосин — 65%, трансформаторное масло — 30%, скипидар — 5%) окрашивают в красный цвет (добавляется судан, 10 г/л). Ее наносят на обезжиренную поверхность и через 5-10 мин деталь протирают. Для проявления трещины используют раствор масла, который наносят на проверяемую поверхность. По мере высыхания на белой поверхности появляется узор, показывающий расположение дефекта.

2.12.17. Каркасы шкафа управления и распределительного шкафа
Материал: углеродистая сталь. Количество на изделие — 3 и 1 (3 и 1).
| Возможный дефект | Способ установления дефекта и контрольный инструмент | Размеры, мм | Способ устранения дефекта | |
| по чертежу | допус-тимые | |||
| Вмятины | Осмотр | — | — | Устранить правкой |
| Повреждение швов | Осмотр. Лупа ЛП-1-7Х | — | — | Срезать старый шов и устранить заваркой |
| Повреждение антикоррозионного покрытия | Осмотр | — | — | Зачистить от ржавчины и обезжирить, восстановить покрытие |
| Нарушение плотности прилегания дверей | Осмотр | — | — | Устранить правкой. Заменить резиновые уплотнения. Заменить смотровые стекла |
Технические требования к отремонтированной детали (сборочной единице)
- В зоне заварки шлаковые включения не допускаются
- Места заварки должны быть защищены от брызг и наплывов.
- Повреждения антикоррозионного покрытия не допускаются
Дефектация шестерен
Рис. Проверка зуба шестерни шаблоном: а — положение шаблона на неизношенном зубе; б — положение шаблона на изношенном зубе.
Основными дефектами шестерен являются: износ зубьев по толщине, длине и конусность зубьев по длине, выкрашивание рабочих поверхностей зубьев, износ при ширине внутренних шлицев.
Техническое состояние поверхностей зубьев контролируют осмотром. Шестерни выбраковывают, если имеются сквозные трещины, выкрашивание рабочих поверхностей отдельных зубьев более 15% общей площади, а также при износе или частичном отломе зуба по длине более чем на 20%.
Износ зубьев по толщине определяют штангензубомером или шаблоном. Зуб шестерни считается годным по толщине, если при установке шаблона остается зазор у вершины. Шестерня подлежит выбраковке, если шаблон ложится на вершину зуба. На каждую шестерню техническими требованиями установлены высота замера зуба штангензубомером и допускаемая толщина зуба.
У шестерен непостоянного зацепления определяют неравномерность износа зуба по длине (конусность). Она допускается не более 0,03 мм на длине 10 мм.
2.12.1. Резервуар
Материал: углеродистая сталь. Количество на изделие — 3 (6).
| Возможный дефект | Способ установления дефекта и контрольный инструмент | Размеры, мм | Способ устранения дефекта | |
| по чертежу | допус-тимые | |||
| Повреждение швов | Осмотр. Лупа ЛП-1-7Х | — | — | Срезать старый шов и устранить заваркой |
| Повреждение антикоррозионного покрытия | Осмотр | — | — | Зачистить, обезжирить, восстановить покрытие |
Технические требования к отремонтированной детали (сборочной единице)
- В зоне заварки шлаковые включения должны быть защищены от брызг и наплывов.
- Места заварки должны быть защищены от брызг и наплывов.
- Испытать согласно паспорту на сосуды.
- Повреждение антикоррозионного покрытия не допускается.
Дефектация пружин
Основные дефекты пружин: потеря упругости, трещины и изломы, неравномерность шага витков, непрямолинейность образующей пружины в свободном состоянии, неперпендикулярность опорных торцов и образующей пружины в свободном состоянии более 3 мм на длине 100 мм. Упругость пружин при сжатии до рабочей длины проверяют на приборах КИ-040А или МИП-100, которые представляют собой специальные рычажные или пружинные весы. Если измеренное усилие меньше допустимого, пружина подлежит выбраковке или восстановлению.
2.12.13. Шток
Количество на изделие — 3 (6).
| Позиция на рисун-ке | Возможный дефект | Способ установления дефекта и контрольный инструмент | Размеры, мм | Способ устранения дефекта | |
| по чертежу | допус-тимые | ||||
| 1 | Трещины в шве | Осмотр. Лупа ЛП-1-7Х | — | — | Заменить |
| 2 | Трещины, расслоения, раковины, канавки | Осмотр. Лупа ЛП-1-7Х | — | — | При глубине канавок более 2мм или других дефектах – удалить и залить уретановым эластомером |
| 3 | Повреждение резьбы | Осмотр. Резьбовой калибр. Замер. Штангенциркуль | м27 x 1,5 кл.3 | — | При повреждении резьбы более чем на одном витке и при изменении наружного диаметра — заменить |
Технические требования к отремонтированной детали (сборочной единице)
- С поверхности штока должен быть удален облой и потеки эластомера.
- На обработанной поверхности эластомера раковины, сыпь и инородные включения не допускаются.
- Контролировать резьбу на корончатой гайке.
Дефектация подшипников качения
Основные дефекты подшипников: выкрашивание поверхностей беговых дорожек и тел качения, износ и повреждение сепараторов, увеличение радиального и осевого зазоров вследствие износа дорожек и тел качения, износ посадочных поверхностей колец подшипников. Перед дефектацией подшипники тщательно моют. Состояние подшипников контролируют осмотром, проверкой на шум и легкость вращения, измерением зазоров при помощи специальных приборов. Подшипники выбраковывают при обнаружении трещин, выкрашивания и цвета побежалости на кольцах и телах качения; шелушения металла, выбоин, коррозии и усталостных раковин на дорожках качения; трещин или разрушениях сепараторов. Конические роликовые подшипники выбраковывают при выступании роликов за наружное кольцо.
Легкость вращения подшипников проверяют, вращая наружное кольцо и удерживая внутреннее. Радиальный зазор в шариковых и роликовых цилиндрических подшипниках измеряют на приборе КИ-1223 или 70.8019.1501. Для этого внутреннее кольцо подшипника зажимают с помощью струбцины 2 на плите 1 прибора, наконечник индикатора подводят к наружному кольцу и сообщают ему колебательное движение в горизонтальной плоскости. По шкале индикатора фиксируют величину зазора и сравнивают с допустимым значением. У роликовых конических подшипников замеряют запас на регулировку и выступание роликов за обрез наружной обоймы.
Рис. Прибор КИ-1223 для измерения радиального зазора в подшипниках качения: 1— плита; 2— струбцина; 3— наконечник индикатора.
Размеры внутреннего и наружного колец подшипников замеряют в том случае, если на них есть следы сдвига относительно мест посадки.
Дефектацию сальников, уплотнительных прокладок проводят при их осмотре. Сэмоподжимные и войлочные сальники при капитальном ремонте подлежат замене все без исключения. При текущем ремонте их заменяют в случае нарушения герметичности. Уплотнительные прокладки из резины заменяют при разрывах и потере эластичности. На картонных и паронитовых прокладках не допускаются складки, морщины. На железных или медных листах металлоасбестовых прокладок и на окантовках не допускаются трещины, коробления, раковины и пузыри.
Tags: Детали, Дефектация
Вперед Схема системы охлаждения двигателя
Назад Очистка деталей
2.12.2. Сопло
Материал: сталь 45Л-1, ГОСТ 977-75. Количество на изделие — 6 (12).
| Возможный дефект | Способ установления дефекта и контрольный инструмент | Размеры, мм | Способ устранения дефекта | |
| по чертежу | допус-тимые | |||
| Трещины, сколы | Осмотр | — | — | Заменить |
| Нагар, местное выгорание | Осмотр. Замер. Штангенциркуль | Ø 55+0,2 | Ø 57 | Зачистить. При выгорании более допустимого – заменить. |
| Повреждение покрытия | Осмотр. | — | — | Зачистить и обезжирить поврежденные места, восстановить покрытие |
| Повреждение покрытия более 30 % поверхности | Осмотр | — | — | Заменить |
Технические требования к отремонтированной детали (сборочной единице)
- Повреждение антикоррозионного покрытия поверхности 2 не допускается.
- Поверхность 4 должна быть очищена и обезжирена.
Какие документы составляются?
Как уже было указано выше, при проведении процедуры выявления скрытых дефектов обязательно присутствие квалифицированного специалиста, а также оценщика из страховой. В процессе осмотра составляется ведомость, в которой должен быть раскрыт весь перечень повреждений. Эту ведомость обязательно необходимо тщательно изучить, перепроверить все ли в ней учтено и какие детали указаны. Это важно, поскольку потом доказать факт наличия дефекта невозможно — ссылаться на такие причины как «не увидел» или «просмотрел» впоследствии не имеет смысла.
Кроме ведомости СТО также составляют акт дефектовки в виде документа, содержащего информацию о неисправностях конкретных узлов или агрегатов, а также предварительный расчет (смету) на проведение ремонтных работ. В акте указываются все виды работ, которые необходимо провести для ремонта или замены деталей, объем выполняемых работ (в количественном выражении), и материалы, которые будут использованы для замены и ремонта, а также их реальная рыночная стоимость (обычно указываются качественные и дорогие материалы и сырье). После получения на руки ведомости и акта дефектовки можно обращаться с заявлением на возмещение в страховую компанию.
Источник


