Измерение линейных размеров.
В простейшем случае измерение длины осуществляется простым сравнением эталона с измеряемой длиной. Повышение точности измерения сводится к устранению возможных источников ошибок. При работе со шкалой такими ошибками могут быть неравномерность шкалы, толщина штрихов шкалы, параллакс (кажущее совпадение штриха шкалы и границы линии из-за смещения глаза наблюдателя) и т.д. Все усовершенствования измерительных приборов в этом случае сводятся к устранению источников ошибок и уменьшению деления шкалы.
Штангенциркуль. Штангенциркуль представляет собой линейку с делениями, снабженную двумя зажимами между которыми помещается измеряемое тело. Один из зажимов неподвижный, с ним связывается нулевой отсчет линейки, второй зажим скользит по линейке, соответственно размерам тела.
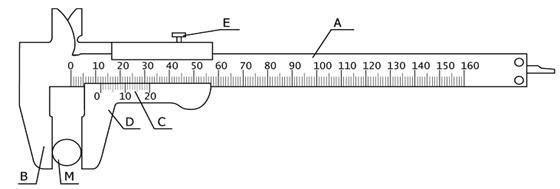
Рис. 1 Штангенциркуль
Обычно все приборы имеющие шкалу снабжаются нониусом.
Как уже говорилось, ошибка при измерении по шкале принимается равной половине деления шкалы. Такая оценка связана с тем, что глаз человека может определять часть деления шкалы с точностью около 0,15-0,20 деления. С учетом того, что не всегда концы измеряемого тела совпадают со штрихами шкалы, принята такая оценка погрешности. Однако, точность измерения при тех же делениях шкалы может быть существенно увеличена. Два штриха шкалы можно совместить с точностью до половины ширины штриха. Если ширина штриха составляет 0,05 основного деления, то совмещать штрихи можно с точностью в 0,05 величины основного деления. Для этого подвижный зажим соединяется с дополнительной шкалой. Шкала эта конструируется таким образом, чтобы длина, соответствующая n делениям основной шкалы разбивалась на дополнительной шкале на n-1 или n+1 делений. Таким образом, одно деление дополнительной шкалы (нониуса) отличается на 1/n от деления основной шкалы. Если деление нониуса меньше деления основной шкалы, то нониус называется прямым или нониусом первого рода. Если деление нониуса больше деления шкалы, то нониус называется обратным или нониусом второго рода.
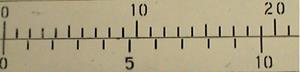
Нониус первого рода
Если теперь длина предмета отличается на ∆L от целого числа делений шкалы, то нетрудно видеть, что совпадут — DL/n деление нониуса и штрих шкалы. Это даёт возможность повысить точность измерения в 20-10 раз по сравнению с обычной шкалой.
Нониусы различной конструкции применяются практически во всех случаях измерения угловых и линейных величин. Хотя при этом их конструкции могут существенно отличаться, принцип всех нониусов один – повышение точности совмещения шкалы с измеряемым телом за счёт ширины штриха шкалы.
Микрометр. Микрометрический винт. При измерениях малых длин помимо точности отсчета необходимо фиксировать очень малые перемещения подвижного зажима. Обычно это осуществляется с помощью микрометрического винта. Микрометрический винт – это винт с относительно большим диаметром и малым шагом. Один оборот винта перемещает зажим на малое расстояние, равное шагу. Однако благодаря большому диаметру можно разделить окружность винта на большое число. делений (обычно 50-100 делении) и отсчитывая с помощью этих делении часть оборота винта соответственно перемещать его на соответствующую часть шага. При шаге винта 0,5 мм и разделении окружности винта на 50 делении это даёт возможность измерять толщины с точностью 0,01 мм. Шкала микрометрического винта обычно не снабжается нониусом, так как неточности шага винта и качество резьбы обычно оказывается больше, чем часть шага, соответствующая толщине штриха.
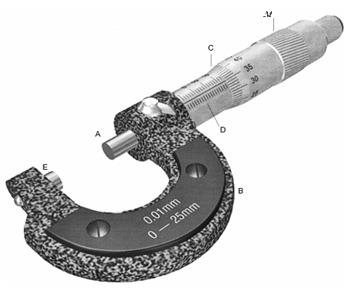
Микрометр представляет собой жесткую металлическую скобу одна сторона, которой снабжена неподвижным зажимом, а вторая подвижным зажимом, связанным с микрометрическим винтом.
При работе с микрометром очень важно обеспечить одинаковое усилия сжимающее измеряемое тело при всех измерениях. С этой целью рукоятка микрометрического винта связана с самим винтом фрикционной передачей – трещеткой.
Другим способом повышения точности линейных измерений является использование отсчетных микроскопов. В этом случае шкала помещается в фокусе окуляра микроскопа. Увеличение объектива в этом случае дает возможность более точно совмещать деление шкалы и границы измеряемого тела. А увеличение окуляра дает возможность использовать шкалу с более мелким делением.
Дата добавления: 2015-02-03 ; просмотров: 2095 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Что значит измерение линейных размеров
Раздел 4 Методы и средства измерения геометрических величин
4.1 Измерение линейных размеров
К методам измерения линейных размеров, нашедшим наибольшее применение на практике, относятся следующие:
1. Метод непосредственной оценки.
2. Методы сравнения с мерой — дифференциальный и совпадения.
Несмотря на то, что методы сравнения с мерой потенциально могут иметь меньшую погрешность измерения, все же метод непосредственной оценки более удобен для восприятия, поэтому он имеет большее распространение на практике. Следует отметить, что современные измерительные преобразователи (ИП) совмещают в себе оба метода (имеют в своем составе встроенные эквиваленты эталонов, а также используют дифференциальное, уравновешивающее преобразование), выдают информацию в цифровом виде на табло, дисплеи, т. е. обеспечивают высокую точность измерений, и наглядную форму представления информации (удобный пользовательский интерфейс).
Особое место среди методов измерений занимают бесконтактные прецизионные методы, в частности, поверка концевых мер.
Среди множества способов и устрой ств дл я поверки концевых мер длины интерференционные лазерные методы занимают самое значительное место, так как наряду с высочайшей точностью (порядка 10 -2 мкм) обеспечивают оптический контакт с рабочими поверхностями мер, что существенно продлевает их ресурс работы и не вносит дополнительной погрешности измерений благодаря отсутствию механического контакта.
Наиболее эффективен двусторонний способ измерения (аналогичен действию измерительной скобы), при котором снимаются жесткие требования к базированию поверяемой меры на измеряемой позиции. Для защиты интерферирующих пучков от влияния изменений условий окружающей среды (турбулентность воздушных потоков, рефракция воздуха от тепловых потоков и др.) в плечах интерферометра применяют волоконно-оптические световоды .
Методы измерения геометрических величин не отделимы от СИ, которые используют в процессе изготовления и испытаниях различных ИП. При этом наиболее используемым на практике является штангенинструмент (рис. 4.1 — 4.3).
Их отличительной чертой является наличие двух шкал: основной и дополнительной ( нониусной ), сдвинутой по отношению к основной на величину от 0,05 до 0,1 мм деление. Итоговый результат измерения является сочетанием показаний обеих шкал. Следует отметить, что нониусный метод измерения используется довольно широко не только в СИ геометрических параметров, но и в других датчиках, например в датчиках угловых и линейных перемещений.
Пример отсчета по основной и дополнительной ( нониусной ) шкале микрометра: суммарный размер=37,0 (основная шкала) + 0,05(дополнительная нониусная шкала) =37,05.
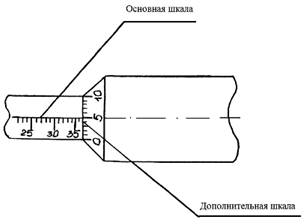
Рисунок 4.1–Отсчеты линейных размеров с использованием нониусных шкал
Типичными представителями таких СИ являются различные штангенциркули, штангенглубиномеры , микрометры, часовые индикаторы и головки, толщиномеры , нутромеры. Они выпускаются различных типов, диапазонов измерения, точности, вида измерения (наружных и внутренних размеров, глубин, отклонения формы и пр.).
Результаты измерения размеров микрометрическими инструментами получают путем суммирования показаний основной и дополнительной ( нониусной ) шкал.
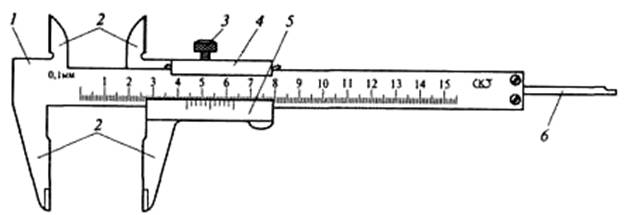
Рисунок 4.2–Штангенциркуль ШЦ-1): 1-штанга, 2- измерительные губки, 3- зажим рамки, 4— рамка, 5 – нониус, 6- линейка глубиномера
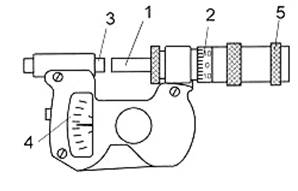
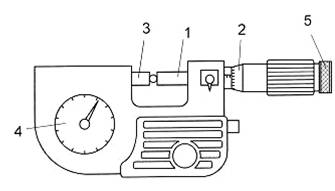
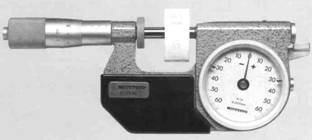
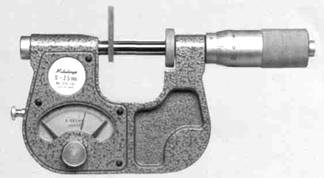
Рисунок 4.3 – Рычажные микрометры: а-устройство , б-внешний вид:
1-микрометрических винт, 2-микрометрическая головка, 3-подвижный упор,
4-индикатор, 5-колпачек
4.2 Методы и средства измерения угловых размеров.
При измерении угловых размеров используются три ранее рассмотренных метода:
сравнения с мерой;
В первом методе измерения в искомый угол вписывается или описывается круговая или линейная угломерная шкала (рис. 4.4).
Рисунок 4.4 – Измерение углов методом непосредственной оценки
( a х – измеряемый угол)
При втором методе измеряемый угол апроксимируется (заменяется) угловой мерой, при этом разницу стараются минимизировать.
Третий метод сочетает в себе первый и второй методы измерения, так как предполагает одновременное использование угловых мер и угломерных инструментов. Пример – измерение с помощью синусной линейки, которая представляет собой стальную измерительную плиту с роликами, дополненную концевыми мерками и квадратом. При этом измеряемый угол определяется через тригонометрические величины (синус или тангенс измеряемого угла). Отсюда и название – «синусная линейка».
В качестве основных СИ при угловых измерениях являются угловые концевые меры, которые также используются для поверки угломеров, координатно-измерительных машин и проч. СИ (рис. 4.5)
Угловые концевые меры выпускаются наборами из 24, 33 и 93 шт., содержащими меры с одним или с четырьмя рабочими углами.
Точность изготовления угловых мер варьируется в зависимости от класса мер и составляет:
Диапазон углов от 3″ до 90 о через 1 о и через 10″.
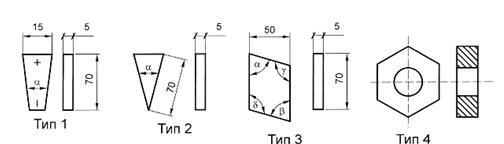
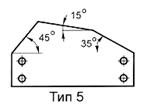
Рисунок 4.5– Угловые призматические меры (типа УМ):
1-с одним рабочим углом/со срезанной вершиной, 2- с одним рабочим углом остроугольные , 3- с четырьмя рабочими углами, 4-многогранные с равномерным угловым шагом, 5-с тремя рабочими углами
Угловые меры при угловых измерениях выполняют те же функции, что и плоско-параллельные меры при измерении длин. По измеряемому углу составляются блоки угловых мер. Проверку соответствия измеряемого угла и блока проводят методом световой щели (на просвет).
4.3 Универсальные методы измерения линейных и угловых размеров
Прогрессивными методами измерения линейных и угловых размеров являются бесконтактные оптические методы измерения. В качестве СИ при этом широко применяются большие и малые инструментальные микроскопы (рис. 4.6) и измерительные проекторы (рис. 4.7).


Рисунок 4.6 – а-малый инструментальный микроскоп, б — автоматизированный измерительный проектор
Источник
Измерение линейных размеров




![]()
![]()
Раздел 4 Методы и средства измерения геометрических величин
Добровольная сертификация
Добровольная сертификация проводится по инициативе заявителей (изготовителей, продавцов, исполнителей) в целях подтверждения соответствия продукции требованиям стандартов, технических условий, рецептур и других документов, определяемых заявителем. Добровольная сертификация проводится на условиях договора между заявителем и органом по сертификации.
Добровольная сертификация продукции, подлежащей обязательной сертификации, не может заменить обязательную сертификацию такой продукции.
Добровольная сертификация осуществляется органами по добровольной сертификации, входящими в систему добровольной сертификации, образованную любым юридическим лицом, зарегистрировавшим данную систему и знак соответствия в специально уполномоченном федеральном органе исполнительной власти в области сертификации в установленном им порядке. Органом по добровольной сертификации может быть юридическое лицо, образовавшее систему добровольной сертификации, а также юридическое лицо, взявшее на себя функции органа по добровольной сертификации на условиях договора с юридическим лицом, образовавшим данную систему. Орган по добровольной сертификации: осуществляет сертификацию продукции, выдает сертификаты, а также на условиях договора с заявителем предоставляет ему право на применение знака соответствия; приостанавливает либо отменяет действие выданных сертификатов.
Юридическое лицо, образовавшее систему добровольной сертификации, устанавливает правила проведения работ в системе сертификации, порядок оплаты таких работ и определяет участников системы добровольной сертификации.
Добровольная сертификация может проводиться также в системе обязательной сертификации, если это предусмотрено правилами системы обязательной сертификации и при наличии в данной системе зарегистрированного в установленном порядке знака соответствия добровольной сертификации
Юридические и физические лица, а также федеральные органы исполнительной власти, виновные в нарушении правил обязательной сертификации, несут ответственность в соответствии с действующим законодательством уголовную, административную либо гражданско-правовую ответственность.
К методам измерения линейных размеров, нашедшим наибольшее применение на практике, относятся следующие:
1. Метод непосредственной оценки.
2. Методы сравнения с мерой — дифференциальный и совпадения.
Несмотря на то, что методы сравнения с мерой потенциально могут иметь меньшую погрешность измерения, все же метод непосредственной оценки более удобен для восприятия, поэтому он имеет большее распространение на практике. Следует отметить, что современные измерительные преобразователи (ИП) совмещают в себе оба метода (имеют в своем составе встроенные эквиваленты эталонов, а также используют дифференциальное, уравновешивающее преобразование), выдают информацию в цифровом виде на табло, дисплеи, т. е. обеспечивают высокую точность измерений, и наглядную форму представления информации (удобный пользовательский интерфейс).
Особое место среди методов измерений занимают бесконтактные прецизионные методы, в частности, поверка концевых мер.
Среди множества способов и устройств для поверки концевых мер длины интерференционные лазерные методы занимают самое значительное место, так как наряду с высочайшей точностью (порядка 10 -2 мкм) обеспечивают оптический контакт с рабочими поверхностями мер, что существенно продлевает их ресурс работы и не вносит дополнительной погрешности измерений благодаря отсутствию механического контакта.
Наиболее эффективен двусторонний способ измерения (аналогичен действию измерительной скобы), при котором снимаются жесткие требования к базированию поверяемой меры на измеряемой позиции. Для защиты интерферирующих пучков от влияния изменений условий окружающей среды (турбулентность воздушных потоков, рефракция воздуха от тепловых потоков и др.) в плечах интерферометра применяют волоконно-оптические световоды.

Методы измерения геометрических величин не отделимы от СИ, которые используют в процессе изготовления и испытаниях различных ИП. При этом наиболее используемым на практике является штангенинструмент (рис. 4.1 — 4.3).
Их отличительной чертой является наличие двух шкал: основной и дополнительной (нониусной), сдвинутой по отношению к основной на величину от 0,05 до 0,1 мм деление. Итоговый результат измерения является сочетанием показаний обеих шкал. Следует отметить, что нониусный метод измерения используется довольно широко не только в СИ геометрических параметров, но и в других датчиках, например в датчиках угловых и линейных перемещений.
Пример отсчета по основной и дополнительной (нониусной) шкале микрометра: суммарный размер=37,0 (основная шкала) + 0,05(дополнительная нониусная шкала) =37,05.
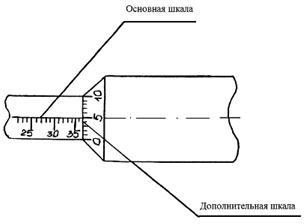
Рисунок 4.1–Отсчеты линейных размеров с использованием нониусных шкал
Типичными представителями таких СИ являются различные штангенциркули, штангенглубиномеры, микрометры, часовые индикаторы и головки, толщиномеры, нутромеры. Они выпускаются различных типов, диапазонов измерения, точности, вида измерения (наружных и внутренних размеров, глубин, отклонения формы и пр.).
Результаты измерения размеров микрометрическими инструментами получают путем суммирования показаний основной и дополнительной (нониусной) шкал.
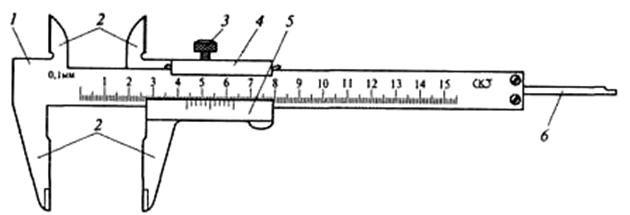
Рисунок 4.2–Штангенциркуль ШЦ-1): 1-штанга, 2-измерительные губки, 3-зажим рамки, 4— рамка, 5 –нониус, 6-линейка глубиномера
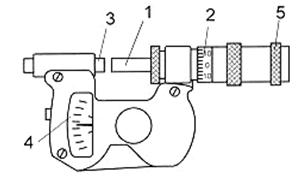
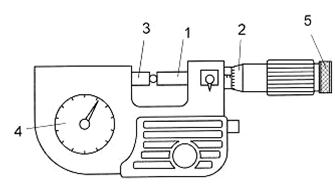
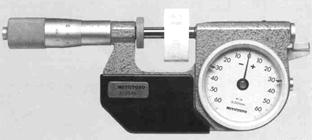
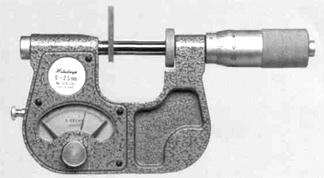
Рисунок 4.3 – Рычажные микрометры: а-устройство, б-внешний вид:
1-микрометрических винт, 2-микрометрическая головка, 3-подвижный упор,
4-индикатор, 5-колпачек
4.2 Методы и средства измерения угловых размеров.
При измерении угловых размеров используются три ранее рассмотренных метода:
сравнения с мерой;
В первом методе измерения в искомый угол вписывается или описывается круговая или линейная угломерная шкала (рис. 4.4).
Рисунок 4.4 – Измерение углов методом непосредственной оценки
(aх – измеряемый угол)
При втором методе измеряемый угол апроксимируется (заменяется) угловой мерой, при этом разницу стараются минимизировать.
Третий метод сочетает в себе первый и второй методы измерения, так как предполагает одновременное использование угловых мер и угломерных инструментов. Пример – измерение с помощью синусной линейки, которая представляет собой стальную измерительную плиту с роликами, дополненную концевыми мерками и квадратом. При этом измеряемый угол определяется через тригонометрические величины (синус или тангенс измеряемого угла). Отсюда и название – «синусная линейка».
В качестве основных СИ при угловых измерениях являются угловые концевые меры, которые также используются для поверки угломеров, координатно-измерительных машин и проч. СИ (рис. 4.5)
Угловые концевые меры выпускаются наборами из 24, 33 и 93 шт., содержащими меры с одним или с четырьмя рабочими углами.
Точность изготовления угловых мер варьируется в зависимости от класса мер и составляет:
Диапазон углов от 3″ до 90 о через 1 о и через 10″.
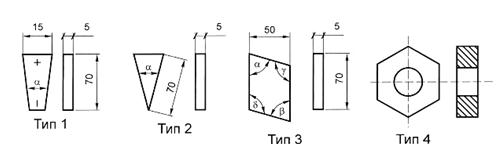
Рисунок 4.5– Угловые призматические меры (типа УМ):
1-с одним рабочим углом/со срезанной вершиной, 2- с одним рабочим углом остроугольные, 3- с четырьмя рабочими углами, 4-многогранные с равномерным угловым шагом, 5-с тремя рабочими углами
Угловые меры при угловых измерениях выполняют те же функции, что и плоско-параллельные меры при измерении длин. По измеряемому углу составляются блоки угловых мер. Проверку соответствия измеряемого угла и блока проводят методом световой щели (на просвет).
Источник


