- Термическая обработка, дрессировка и разделка полос (часть 2)
- Дрессировка листов
- Смотреть что такое «Дрессировка листов» в других словарях:
- Дрессировка (в технике)
- Смотреть что такое «Дрессировка (в технике)» в других словарях:
- MetalloPraktik.ru
- Технология производства металлопроката | Опыт. Исследования. Результаты.
- Дрессировка электротехнической стали с использованием дрессировочной жидкости
- Способ дрессировки тонколистового проката
Термическая обработка, дрессировка и разделка полос (часть 2)
Один переносной нагревательный колпак обслуживает 3-4 стенда. Производительность каждого стенда составляет 0,4-0,5 т/час. На существующих станах последнего поколения в цехе устанавливают до 300 стендов с
120 нагревательными колпаками.
В последнее время тонкую автолистовую сталь все чаще отжигают в распушенных рулонах с целью улучшения механических свойств, газового легирования металла и повышения производительности отжигательных печей. Распушивают рулоны перед отжигом на специальных агрегатах, а при перемотке рулонов между витками по окружности укладывают жаростойкие проволочные прокладки, которые образуют зазоры для свободного доступа газа.
Большая продолжительность процесса отжига в колпаковых печах и ухудшение качества поверхности при уменьшении толщины полосы до 0,2 мм привели к разработке процесса непрерывного отжига, особенно эффективнго при производстве жести. Непрерывный отжиг полосы позволяет получать большую производительность (более 30 т/ч) при скоростях движения полосы до 10 м/с.
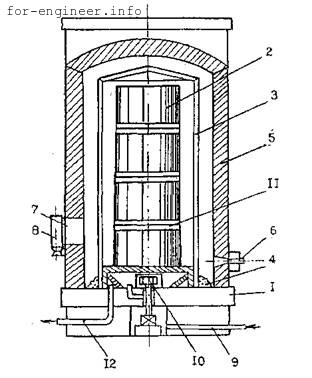
Рис.4.20. Схема одностопной колпаковой печи для отжига рулонов: 1 -стенд; 2 — стопа рулонов; 3 — муфель; 4 — песочный затвор; 5 — переносной нагревательный колпак; 6 — инжекционная горелка; 7 — дымовое окно; 8 — эжектор; 9 — труба для подачи защитного газа; 10 — вентилятор; 11 — конвекторная прокладка; 12 — труба для выхода защитного газа
После отжига и охлаждения до t 3 /ч
м 3 /т
20 – 30
(на стане)
1,0
*) ШСГП – широкополосный стан горячей прокатки;
ШСХП – широкополосный стан холодной прокатки.
Источник
Дрессировка листов
Смотреть что такое «Дрессировка листов» в других словарях:
дрессировка листов — Холодная прокатка листов с малой степенью обжатия для улучшения плоскостности, минимизации образования линий скольжения и получения определенной твердости. Как правило, металл подвергают дрессировке после термической обработки. В результате… … Справочник технического переводчика
Дрессировка (в технике) — Дрессировка (от франц. dresser выправлять) в технике, операция отделки в производстве тонких полос из стали и цветных металлов, состоящая в холодной их прокатке с очень малыми обжатиями (не более 3%). Как правило, металл подвергается Д. после… … Большая советская энциклопедия
дрессировка — Холодная прокатка листов или полос после термич. обработки (отжига) с обжатиями Справочник технического переводчика
Дрессировка — I Дрессировка (от франц. dresser выправлять, обучать, дрессировать) методы воздействия на животное с целью выработать и закрепить у него определённые (нужные человеку) действия и навыки в результате образования условных рефлексов.… … Большая советская энциклопедия
ДРЕССИРОВКА — (от франц. dresser выправлять) отделочная операция в производстве тонких полос и листов из стали и цветных металлов, состоящая в их холодной прокатке с малыми обжатиями (обычно не более 3% ). Как правило, металл подвергают Д. после термич.… … Большой энциклопедический политехнический словарь
Дрессировка — [skinpass (temper) rolling] холодная прокатка листов или полос после термической обработки (отжига) с обжатиями Энциклопедический словарь по металлургии
ДРЕССИРОВКА — [skinpass (temper) rolling] холодная прокатка листов или полос после термической обработки (отжига) с обжатиями менее 5 % для повышения прочностных свойств, создания на поверхности металла требуемого микрорельефа, улучшения плоскостности,… … Металлургический словарь
Temper rolling — Temper rolling. См. Дрессировка листов. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Прокатное производство — получение путём прокатки (См. Прокатка) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных… … Большая советская энциклопедия
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
Источник
Дрессировка (в технике)
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое «Дрессировка (в технике)» в других словарях:
ДРЕССИРОВКА (в технике) — ДРЕССИРОВКА, в технике операция отделки в производстве тонких полос из стали или цветных металлов холодная прокатка с очень малыми обжатиями. Проводится на дрессировочных станах … Энциклопедический словарь
ДРЕССИРОВКА — в технике операция отделки в производстве тонких полос из стали или цветных металлов холодная прокатка с очень малыми обжатиями. Проводится на дрессировочных станах … Большой Энциклопедический словарь
Дрессировка — I Дрессировка (от франц. dresser выправлять, обучать, дрессировать) методы воздействия на животное с целью выработать и закрепить у него определённые (нужные человеку) действия и навыки в результате образования условных рефлексов.… … Большая советская энциклопедия
Программа «Диверсант» — Программа «Диверсант» это система специальной подготовки собак, направленная на противоборство с подготовленным и вооруженным человеком. Понятие Программа «Диверсант» «Диверсант» один из российских видов дрессировки собак. В основу программы… … Википедия
Программа+Диверсант — Программа «Диверсант» это система специальной подготовки собак, направленная на противоборство с подготовленным и вооруженным человеком. Понятие Программа «Диверсант» «Диверсант» один из российских видов дрессировки собак. В основу программы… … Википедия
Диверсант (программа) — Программа «Диверсант» это система специальной подготовки собак, направленная на противоборство с подготовленным и вооруженным человеком. Основные сведения «Диверсант» один из российских видов дрессировки собак. В основу программы положен… … Википедия
Великобритания (государство) — Великобритания (Great Britain); официальное название ‒ Соединённое Королевство Великобритании и Северной Ирландии (The United Kingdom of Great Britain and Northern Ireland). I. Общие сведения В. ‒ островное государство на С. З. Европы; занимает… … Большая советская энциклопедия
Великобритания — I Великобритания (Great Britain) остров в Атлантическом океане, входящий в группу Британских островов (См. Британские острова). См. Великобритания (государство). II Великобритания (Great Britain) официальное название Соединённое… … Большая советская энциклопедия
Российская Советская Федеративная Социалистическая Республика — РСФСР. I. Общие сведения РСФСР образована 25 октября (7 ноября) 1917. Граничит на С. З. с Норвегией и Финляндией, на З. с Польшей, на Ю. В. с Китаем, МНР и КНДР, а также с союзными республиками, входящими в состав СССР: на З. с… … Большая советская энциклопедия
Источник
MetalloPraktik.ru
Технология производства металлопроката | Опыт. Исследования. Результаты.

Дрессировка электротехнической стали с использованием дрессировочной жидкости
 При производстве электротехнической стали на дрессировочном стане ранее использовались единые марки эмульсолов, применяемых при прокатке поточного металла на стане холодной прокатки. К ним относились: ЭТ-2У, ОМ, «Уфол», «Уверол». Отличие заключалось в концентрации, более чем в 5 раз превышающей содержание эмульсола при дрессировке, что соответственно повышало расход продукта. При этом отмечались случаи наличия коррозии на отгружаемом металле.
При производстве электротехнической стали на дрессировочном стане ранее использовались единые марки эмульсолов, применяемых при прокатке поточного металла на стане холодной прокатки. К ним относились: ЭТ-2У, ОМ, «Уфол», «Уверол». Отличие заключалось в концентрации, более чем в 5 раз превышающей содержание эмульсола при дрессировке, что соответственно повышало расход продукта. При этом отмечались случаи наличия коррозии на отгружаемом металле.
С появлением спроса на электротехническую сталь началась проработка вопроса использования эффективных видов специальных дрессировочных жидкостей, отличающихся по назначению и составу от прокатных эмульсолов. Основными требованиями предъявляемыми к дрессировочным эмульсолам является их способность обеспечивать антикоррозионную защиту полосы при одновременном снижении коэффициента трения до определённых значений.
Для реализации поставленной задачи для производства электротехнической стали фирмой — поставщиком эмульсолов была предложена опытная партия эмульсола. Согласно требованиям технологии получения электромагнитных свойств металла обжатия при дрессировке должны быть в пределах от 8 до 12%. Рекомендуемая концентрация опытной дрессировочной жидкости должна составлять от 9 до 12%, водородный показатель (рН) – от 8,8 до 9,5 ед.
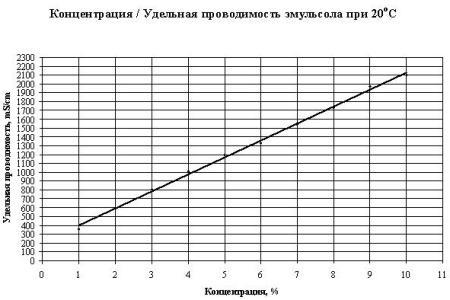
Для приготовления и эксплуатации дрессировочной жидкости на участке очистки эмульсии было установлено дополнительное оборудование: бак, система циркуляции и организован подогрев эмульсии. Перемешивание обеспечивалось работой циркуляционного насоса в течение трёх часов, температура дрессировочной жидкости поддерживалась в определённом диапазоне за счёт циркуляции горячей технической воды внутри бака через теплообменник. По окончании перемешивания отбиралась проба для оценки рН. Концентрация дрессировочной жидкости определялась по значению её удельной электропроводности по графику «Концентрация / удельная проводимость» (рисунок 1).
Рисунок 1 — График определения концентрации дрессировочной жидкости
При производстве опытной партии электротехнической стали в объёме 1000 тн. с использованием дрессировочной жидкости ранее было отмечено наличие дефекта «коррозия» сразу после дрессировки на 14,6 % металла от общего объёма. По данному дефекту во второй сорт было переведено 51,8 % продукции. Причиной явилась недостаточная коррозионная стойкость дрессировочной жидкости.
На основании полученных результатов фирмой была предложена к испытанию новая дрессировочная жидкость в количестве 6 тн. В первую очередь были проведены анализы её физико-химических характеристик и испытания на коррозионную агрессивность по ГОСТ 6245-73. Лабораторные испытания коррозионной агрессивности продукта на чугун и на стальные пластины показали отсутствие на металле очагов коррозии, физико-химические характеристики соответствовали требованиям технологии производства электротехнической стали.
С целью определения эффективности использования была проведена опытная дрессировка электротехнической стали в количестве 3000 тн.
Принцип приготовления и эксплуатация дрессировочной жидкости осуществлялись по ранее используемой технологии. По окончании перемешивания отбиралась проба на определение рН. Концентрация дрессировочной жидкости определялась согласно графика «Концентрация / удельная проводимость» по значению её удельной электропроводности и поддерживалась в пределах от 5 до 7%.
При дрессировке электротехнической стали дрессировочная жидкость подавалась через специально оборудованные коллектора на дрессируемую полосу и рабочие валки под давлением от 3,2 до 3,4 бар, обеспечивая необходимую чистоту поверхности металла до 30 мг/м 2 (по содержанию общих загрязнений) и обжатия от 8 до10 %. Удаление остаточной дрессировочной жидкости обеспечивалось работой дополнительно установленного коллектора подачи сжатого воздуха на полосу. В процессе дрессировки контролировались основные физико-химические параметры дрессировочной жидкости, её расход, а также энергосиловые параметры дрессировки. Динамика качественных показателей дрессировочной жидкости при производстве электротехнической стали на дрессировочном стане приведена в таблице 1.
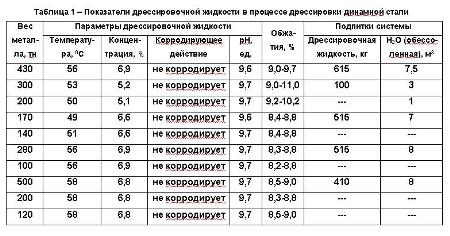
Анализ качественных показателей показал, что очагов коррозии на холоднокатаном металле не наблюдалось, ни в процессе дрессировки, ни при её дальнейшей переработке на агрегатах резки. Выход I сорта увеличился с 49 до 93%.
В течение двух месяцев в период отсутствия заказов на электротехническую сталь проводился периодический контроль физико-химических характеристик предварительно перемешанной и подогретой до 50 0 С дрессировочной жидкости,. Динамика изменений физико-химических характеристик приведена в таблице 2.

Исследовательские данные подтверждают, что дрессировочная жидкость сохраняет свои физико-химические характеристики в течение 2-х месяцев и не проявляет коррозионной агрессивности к металлу.
Претензий со стороны потребителей электротехнической стали по наличию дефекта «коррозия» на поверхности металлопродукции не имелось.
Проведённые в лабораторных и промышленных условиях испытания новой дрессировочной жидкости установили следующее:
1 Использование дрессировочной жидкости марки при производстве электротехнической стали на дрессировочном стане позволяет обеспечить высокие обжатия от 8 до 12%, что необходимо для получения требуемых свойств металла.
2 Дрессировочная жидкость, приготовленная на основе концентрата и обессоленной воды, не проявляет корродирующего действия к металлу, что подтверждается испытаниями по ГОСТ 6243-75, высоким уровнем рН от 9,6 до 9,9 ед.
3 При периодическом перемешивании эмульсия, приготовленная на основе новой дрессировочной жидкости сохраняет свои физико-химические характеристики в течение двух месяцев и более.
4 При дрессировке электротехнической стали с использованием новой дрессировочной жидкости существенно (в 2 раза) повышается выход годного металла.
Источник
Способ дрессировки тонколистового проката
Изобретение относится к прокатному производству, а именно к дрессировке холоднокатаной жести. Изобретение направлено на повышение производительности за счет сокращения времени на охлаждение перед дрессировкой и повышения температуры дрессируемого металла с сохранением всех требуемых механических свойств. Способ заключается в прокатке с малыми обжатиями, причем при температуре дрессируемого металла до 45 o C относительные обжатия составляют 0,5-2,2%, при температуре 45-75 o C — 0,5-1,5%, а при температуре 75-90 o C — 0,5-0,8%. Изобретение обеспечивает сокращение цикла производства жести. 1 табл.
Изобретение относится к области прокатного производства, а именно к дрессировке холоднокатанной жести.
Технология дрессировки тонколистового проката описана в книге Н.И. Шефтеля. Холодная прокатка листовой стали, с. 103-104, 108-117. Технология дрессировки заключается в прокатке с малыми относительными обжатиями при температуре прокатываемого металла 30-40 o C. Недостатком способа дрессировки является ограничение по температуре дрессируемого металла (не выше 40 o C), что требует значительного времени на остывание и приводит к снижению производительности.
Наиболее близки к предлагаемому изобретению является способ дрессировки жести, который заключается в том, что для получения всех необходимых свойств при дрессировке жести на двухклетевом стане степень деформации должна быть в пределах 1,75-3,0%. Способ описан в книге С.П. Антонова, М.И. Куприна, А.Ф. Пименова, Л. В. Радюкевича, Н.М. Шакирова. Холодная прокатка жести. М.: Металлургия, 1965, с. 198-204.
Недостатком данного способа дрессировки является то, что при таком способе не всегда возможно получение металла с нужными механическими свойствами, например, если дрессировку металла производить при температуре выше 40 o C, т.е. также имеет место ограничение по температуре дрессируемого металла.
Техническая задача, решаемая изобретением — расширение температурного интервала дрессируемого металла, что приводит к увеличению производительности.
Для решения этой задачи способ дрессировки тонколистового проката, включающий прокатку с малыми обжатиями, ведут при температуре дрессируемого металла, не превышающей 90 o C, с относительными обжатиями 0,5-2,2%, при этом при температуре до 45 o C обжатия не превышают 2,2%, при температуре 45-75 o C обжатия не превышают 1,5%, а при температуре 75-90 o C обжатия не превышают 0,8%.
Способ дрессировки осуществляют следующим образом.
Отожженную холоднокатаную полосу толщинами 0,20-0,36 мм, смотанную в рулон, ставят на транспортер рулонов (приемный стеллаж) дрессировочного стана. С приемного стеллажа рулон одевается на барабан разматывателя. После установки в разматывателе производят заправку переднего конца полосы в валки натяжного устройства. Перед задачей полосы в валки производят замеры температуры термопарой типа ЭТП-М. Класс прибора точности  2,5. После заправки полосы в стан устанавливают натяжение полосы между клетями и моталкой и выбирают режим обжатий в зависимости от замеренной температуры полосы. Если температура металла перед дрессировкой до 45 o C, то относительные обжатия устанавливают в пределах 0,5-2,2%. При обжатиях ниже 0,5% идет недрессированный металл, а при обжатиях выше 2,2% не достигаются необходимые механические свойства (например, твердость) металла. Если температура металла перед дрессировкой 45-75 o C, то относительное обжатие устанавливают 0,5-1,5%. При обжатиях ниже 0,5% идет недодрессировка металла, а при обжатиях выше 1,5% — не достигаются требуемые механические свойства. Если температура металла перед дрессировкой 75-90 o C, то обжатия выбирают 0,5-0,8%. Здесь также при обжатиях меньше, чем 0,5% происходит недодрессировка металла, а при обжатиях больше, чем 0,8% не достигаются необходимые механические свойства металла. Результаты опытных дрессировок жести из стали 08ПС толщиной 0,28 мм, проведенных по предлагаемому способу и прототипу, приведены в таблице. Требуемый верхний предел твердости после дрессировки в данном случае должен быть 58,5 HRT.
2,5. После заправки полосы в стан устанавливают натяжение полосы между клетями и моталкой и выбирают режим обжатий в зависимости от замеренной температуры полосы. Если температура металла перед дрессировкой до 45 o C, то относительные обжатия устанавливают в пределах 0,5-2,2%. При обжатиях ниже 0,5% идет недрессированный металл, а при обжатиях выше 2,2% не достигаются необходимые механические свойства (например, твердость) металла. Если температура металла перед дрессировкой 45-75 o C, то относительное обжатие устанавливают 0,5-1,5%. При обжатиях ниже 0,5% идет недодрессировка металла, а при обжатиях выше 1,5% — не достигаются требуемые механические свойства. Если температура металла перед дрессировкой 75-90 o C, то обжатия выбирают 0,5-0,8%. Здесь также при обжатиях меньше, чем 0,5% происходит недодрессировка металла, а при обжатиях больше, чем 0,8% не достигаются необходимые механические свойства металла. Результаты опытных дрессировок жести из стали 08ПС толщиной 0,28 мм, проведенных по предлагаемому способу и прототипу, приведены в таблице. Требуемый верхний предел твердости после дрессировки в данном случае должен быть 58,5 HRT.
Из таблицы следует, что при дрессировке жести по прототипу при повышении температуры дрессировочного металла не достигается требуемая твердость (пример N 2). При дрессировке по предлагаемому способу твердость не соответствует только в тех случаях, когда относительные обжатия выходят за пределы заявляемых (пример N 5,8,11). Таким образом, предлагаемым способом можно осуществить дрессировку жести, значительно подняв предел по температуре (до 90 o C), при этом механические свойства соответствуют техническим требованиям. Таким образом, сокращается цикл производства жести за счет уменьшения времени на охлаждение, что приводит к значительному увеличению производства без дополнительных капитальных затрат.
Способ дрессировки тонколистового проката, преимущественно жести, включающий прокатку с малыми обжатиями, отличающийся тем, что дрессировку ведут при температуре дрессируемого металла, не превышающей 90 o C, с относительными обжатиями 0,5 — 2,2%, при этом при температуре до 45 o C обжатия не превышают 2,2%, при температуре 45 — 75 o C обжатия не превышают 1,5%, а при температуре 75 — 90 o C обжатия не превышают 0,8%.
Источник


