- Электромеханические бездорновые трубогибы
- Назначение трубогибов. Примеры изделий
- Чем отличается бездорновый трубогиб от дорнового?
- Как работает бездорновый трубогиб?
- Какие заготовки можно гнуть на бездорновых трубогибах?
- Различия электромеханических бездорновых трубогибов?
- Преимущества электромеханических бездорновых трубогибов?
- Бездорновый трубогиб: а для чего?
- Метод гибки
- Области применения бездорновых трубогибов
- Нюансы и разъяснение особенностей
- В чем разница: бездорновый или дорновый трубогиб?
- Почему так?
- Преимущества и недостатки бездорнового трубогиба
- Дорновый трубогиб: виды трубогибов с дорном и их преимущества
- Какие бывают трубогибы
- Преимущества использования трубогибов с дорном
- Виды дорновых трубогибов и особенности их конструкции
- Изготовление трубогиба дорнового типа своими руками
Электромеханические бездорновые трубогибы
Назначение трубогибов. Примеры изделий
На различных производствах часто возникает потребность в изгибании трубы. Гибка может требоваться разная, но мы остановимся на гибке трубы на угол по определенному радиусу.
И тут возникает потребность в специальном оборудование – в трубогибочном станке, потому что методы гибки прутка, который можно зажать между двумя стержнями и приложить силу, здесь не подходят. Если трубу попробовать согнуть как пруток, её просто раздавит. Поэтому отличительной особенностью трубогибов является наличие специальной оснастки, повторяющей профиль изгибаемой трубы.
Элементы металлоконструкции, согнутые на трубогибочных станках, могут использоваться в самых разных отраслях. Вот примеры некоторых изделий с использованием элементов, изготовленных с помощью трубогибов:
Чем отличается бездорновый трубогиб от дорнового?
В целом трубогибы делятся на 2 большие группы: бездорновые и дорновые.
Бездорновые трубогибы имеют ограничения в работе:
- Толщина стенки изгибаемой трубы не должна быть меньше 10% от наружного диаметра, например, для диаметра 20 мм стенка должна быть не меньее 2 мм;
- Радиус гиба должен быть не менее 3-х диаметров трубы, например, для трубы диаметром 20 мм минимальный радиус гиба 60 мм
В этих ограничениях и есть разница между дорновыми и бездорновыми трубогибами, в том смысле, что, чтобы преодолеть данные ограничения были разработаны новые трубогибы со специальным инструментом — дорном, который вводится внутрь трубы, и поддерживает трубу, непосредственно в месте деформации, тем самым обеспечивая качественную гибку тонкостенных труб.
Бездорновый трубогиб
Дорновый трубогиб
В данной статье мы сосредоточимся на электромеханических бездорновых трубогибах; полная классификация трубогибов и профилегибов была рассмотрена в отельной статье, ознакомится можно здесь
Как работает бездорновый трубогиб?
Электромеханические бездорновые трубогибы работают методом намотки. Ниже приведена принципиальная схема гибки методом намотки. На рис. 1 показано как зажимается заготовка и указано направление вращения оправки, на рис. 2 показан конечный результат после поворота оправки на 180°.
Какие заготовки можно гнуть на бездорновых трубогибах?
На электромеханических бездорновых трубогибах можно гнуть заготовки с различным сечением, необходимо лишь, чтобы оправка соответствовала заготовке. Имея нужную оснастку, можно гнуть:
- Круглую трубу;
- Профиль;
- Овальную трубу (часто используется при производстве мебели);
- Фасонный профиль;
- Полнотелые заготовки (пруток, квадрат), для гибки целикового профиля подойдет любая оправка
Различия электромеханических бездорновых трубогибов?
Рассмотрим также, чем отличаются электромеханические бездорновые трубогибы друг от друга.
1) Прежде всего они отличаются по максимальному диаметру изгибаемых труб
Это выражается в габаритных размерах и мощности станка. Наша компания предлагает станки с возможностью гибки трубы с возможностью гибки:
2) По способу задания угла: это очень важный момент, т.к. от него зависит повторяемость деталей
Угол задается двумя способами:
- Ввод на панели управления;
- Повтор предыдущего угла (предыдущий угол задается подбором)
На всех предлагаемых нами станках угол задается с панели управления, поэтому можно менять угол в любой момент и на качестве это не отразится.
Также встречаются станки, где как такового задания угла нет, а только установлено устройство, запоминающее предыдущий угол. Теоретически работа на трубогибе такого типа выглядит так: вы пробуете гнуть трубу на глаз, как только у вас получилась годная деталь, вы задействуете это самое запоминающее устройство и повторяете получившийся угол. Но на практике переналадка такого станка связана с большими затратами времени и материала и кроме того, не ясно на сколько одинаковыми будут заготовки из разных партий.
3) По типу поджима трубы
Поджим может быть реализован как колодка, ролик или 2 ролика.
Поджим одним роликом не обеспечивает точный угол гибки, поэтому при задании угла с панели управления такой поджим не используется. Два оставшихся вида: колодка и два ролика позволяют выполнять точную гибку по заданному углу. Преимущество двух роликов в том, что в процессе гибки трение меньше, соответственно, нагрузка на станок тоже ниже, а это в целом благоприятно влияет на долговечность оборудования. Ещё при работе на станке с колодкой важна чистота поверхности трубы, если поверхность будет грязной резко возрастет износ колодки и увеличится нагрузка на станок, при поджиме двумя роликами такой проблемы не возникнет, особенно учитывая, что ролики каленные.
Преимущества электромеханических бездорновых трубогибов?
Электромеханические бездорновые трубогибы – это универсальные гибочные станки, которые получили широкое распространение на многих производствах благодаря следующим преимуществам:
- Универсальность;
- Быстрая настройка и смена инструмента;
- Не требует специального обучения;
- Простое обслуживание;
- Компактные размеры;
- Доступность (в сравнении с дорновыми трубогибами)
Данное оборудование можно встретить на производствах связанных с водо- и газопроводом, также на производстве различных металлокострукций: заборы, скамейки, козырьки, качели, фонарные столбы и т.п.
Если на Вашем производстве есть задача по гибке труб или другого сортового проката, Вы можете для её решения обратиться к нам. Наши специалисты помогут выбрать подходящий для Вас станок и оснастку к нему. Мы предлагаем следующие электрические бездорновые трубогибочные станки
Источник
Бездорновый трубогиб: а для чего?

Некоторые клиенты интересуются, чем же отличаются друг от друга трубогибы с дорном и бездорновые трубогибочные станки. В данной статье мы расскажем эти отличия, а так же посвятим вас в преимущества и недостатки бездорнового трубогиба
В первую очередь, давайте разберемся, что бездорновый трубогибочный станок необходим для изготовления различных круглых и профильных деталей специальной изогнутой формы для составных конструкций. Трубогиб работает с такими профилями, как – круглая и профильная трубы, полоса, квадрат и кругляк. Гибка производится на строго заданный угол по определенному радиусу методом обкатки, такой способ еще называют «наматыванием» трубы.
Метод гибки
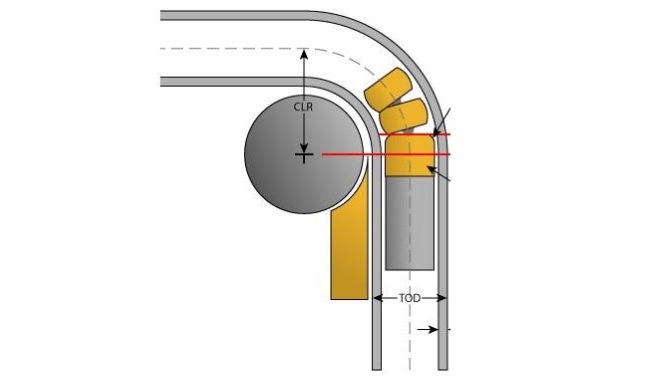
Для гибки каждого вида профиля, отличающегося от предыдущего, применяется свой, индивидуальный инструмент, он же – штамп или оправка. Вернее сказать, и вращающаяся вокруг своей оси оправка и неподвижные ролики, фиксирующие трубу, блок-основание которых может передвигаться вдоль стола для прижима заготовки – обе эти составляющие должны иметь свою проточку под каждый размер трубы или профиля.

Схема гибки
- Заготовка
- Неподвижные ролики (фиксация)
- Вращающаяся вокруг своей оси оправка
Труба фиксируется в оправке и зажимается неподвижными роликами. Далее оправка, в которой уже загружена и зажата деталь, начинает вращаться вокруг своей оси, приводимая в движение электромотором, а ролики (ответная часть) зафиксированные на месте, таким образом, обеспечивают гибку.
Угол гиба задается при помощи установки на определенное значение (положение) концевика или непосредственно в самом интерфейсе панели управления, в зависимости от модели бездорнового трубогиба.
Области применения бездорновых трубогибов
Бездорновые трубогибы имеют крайне широкую сферу применения при производстве самых разных конструкций, некоторые примеры изделий:

Но главное понимать, что трубогиб, не имеющий дорна, изгибает только толстостенные трубы и профили. Такова особенность именно правильной и качественной гибки труб, где после выполнения операции изделие имеет эстетически приятный внешний вид и не обладает складками, заломами и другими характерными подобным операциям повреждениями.
Нюансы и разъяснение особенностей
При работе на бездорновых трубогибах существует 2 основных правила, которые необходимо учитывать, проектируя гибку какого-либо изделия, а именно:
- Толщина стенки трубы (профиля) должна быть больше ее диаметра минимум на 10%
- Радиус гиба не может быть менее трех, а желательно четырех значений от диаметра самой трубы
Соблюдая оба правила при работе, Вы будете получать правильную, качественную поверхность и, самое главное, форму детали после процесса гибки. Если пренебрегать этими правилами, то есть очень большой риск получить абсолютно не качественные детали, потому что могут (и будут!) образовываться так называемые складки на внутренней поверхности трубы в месте сгиба. А также заломы, замятия или разрывы стенки на внешней стороне. Такое характерно для труб и профиля с тонкой стенкой и/или из более пластичного металла.
В чем разница: бездорновый или дорновый трубогиб?
На самом деле не сложно догадаться по рассказанному выше, что если у Вас стоит задача на гибку тонкостенных труб, то значит, бездорновой трубогиб здесь не подойдет – он попросту будет портить заготовку при любом положении дел.
Что бы было проще в последующем, просто запомните, что толстостенные трубы гнут на бездорновых трубогибочных станках, а тонкостенные на дорновых трубогибочных станках.
Почему так?
Стоит сказать, что трубогибочная машина с использованием дорна сама по себе более сложное оборудование, с гораздо бо́льшим количеством деталей и узлов в конструкции.
Поскольку в момент гиба труба с внешней стороны угла подвергается растяжению и пытается разорваться, в том числе теряя с легкостью до половины от начальной прочности, а с внутренней стороны происходит образование складок (гофры), то в этом случае необходимо использовать внутренний стабилизатор, который помогает в момент гиба распределяться металлу в нужном направлении, исключая описанные выше проблемы.
Дорн. Он же внутренний стабилизатор или еще его могут называть калибрующий сердечник.
Суть использования дорнования заключается в перемещении подвижного инструмента (дорна) с натяжением сквозь отверстие в самой трубе. В данном случае данный процесс называют поверхностным пластическим деформированием заготовки.

Таким образом, если у Вашего производства возникла потребность в гибке тонкостенных труб, то именно на дорновом трубогибе Вы сможете получить идеально ровный, красивый изгиб и прочную заготовку без ухудшения заложенной прочности.
Преимущества и недостатки бездорнового трубогиба
Сам по себе бездорновой трубогибочный станок достаточно прост, в этом кроются как плюсы так и минусы такого типа станков.
Источник
Дорновый трубогиб: виды трубогибов с дорном и их преимущества
Среди всех типов оборудования для гибки труб дорновый трубогиб отличается специфичной конструкцией, которая и определяет его функциональные возможности. Оборудование данного типа, позволяющее получать ровные и точные сгибы, пользуется большой популярностью в различных отраслях промышленности. О том, по какому принципу работают дорновые трубогибы и можно ли изготовить их своими руками, мы и поговорим в этой статье.
Промышленный полуавтоматический трубогиб CE-51 Master для высокоточной гибки труб
Какие бывают трубогибы
Значение труб в жизни современного человека очень сложно переоценить, они используются практически повсеместно. Это не только незаменимые элементы для транспортировки жидких и газообразных сред, но и металлоизделия, из которых создаются конструкции различного назначения. Однако для того чтобы использовать трубу в качестве элемента трубопровода или металлической конструкции, ей необходимо придать требуемую геометрическую форму, для чего и применяются трубогибы.
При помощи трубогибов трубам можно придавать практически любой угол загиба (главное, чтобы радиус изгиба был не меньше двух радиусов самой трубы). Если не использовать трубогибы, а формировать требуемую геометрию трубной конструкции при помощи фитингов, это значительно снизит надежность изделия.

Гибка спирали на дорновом трубогибочном автомате
Сегодня используют несколько типов трубогибов:
- арбалетной конструкции;
- с гидравлическим приводом;
- электрические;
- ручного типа;
- изготовленные своими руками.
По сути, все подобные приспособления работают по одному принципу: заготовка надежно фиксируется, а затем под давлением ее участку придают требуемый изгиб.
В трубогибах различных видов используются разные схемы воздействия. Так, в приспособлениях гидравлического и арбалетного типа на участок изделия, который необходимо согнуть, оказывается точечное воздействие. Другая схема предполагает использование специальных роликов, на которые труба как бы наматывается, изгибаясь на требуемый угол. По второй схеме работает и дорновый трубогиб, который, в отличие от приспособлений другого типа, имеет в своей конструкции специальный элемент – дорн.
Преимущества использования трубогибов с дорном
Чтобы понять, зачем потребовалось изобретать трубогиб с дорном, следует разобраться в том, как протекает процесс изгибания трубы и чем он для нее чреват.
Как уже говорилось выше, трубы изгибают, воздействуя на них давлением, создаваемым при помощи гидравлического, электрического или ручного привода. В стенках изгибаемого участка действуют силы, которые имеют противоположное направление. Так, стенка, расположенная на внутреннем радиусе загиба, начинает деформироваться на сжатие, в результате чего на ее поверхности образуется волнистость – гофра. Стенка изделия на внешнем радиусе загиба, наоборот, растягивается и истончается. Это, естественно, приводит к ее ослаблению, которое в отдельных случаях (при гибке на большие радиусы) может доходить до 50%.

Слева – труба, согнутая в дорновом трубогибе, справа – испорченная в простом приспособлении заготовка
В результате описанных процессов изгибаемая труба деформируется и теряет свою начальную прочность. Особенно сильно деформируются при гибке тонкостенные изделия, изготовленные из мягких металлов.
Деформационные процессы можно минимизировать, если помещать во внутреннюю часть трубы специальный стабилизатор, в качестве которого и выступает дорн. При наличии последнего процесс гибки протекает более плавно, а стенки изделия деформируются значительно меньше.
Если толстостенные стальные изделия еще можно гнуть на бездорновых приспособлениях, получая приемлемое качество сгиба, то трубогиб для тонкостенных труб, изготовленных из мягких металлов, обязательно должен быть дорнового типа. Если вы попытаетесь согнуть такое изделие без использования внутреннего стабилизатора, то гарантированно получите сильно деформированную конструкцию.
В качестве дорна, который перед началом гибки трубы вставляется в ее внутреннюю часть, используют обычно длинную металлическую пружину. Поверхность такой пружины для обеспечения лучшей стабилизации может быть покрыта слоем полиуретана.

Пружины для заполнения внутреннего пространства трубы
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.

Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.

Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.

Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
Принцип работы дорнового трубогиба
Изготовление трубогиба дорнового типа своими руками
Учитывая тот факт, что стоимость серийного дорнового трубогиба достаточно высока, многие домашние мастера задумываются над тем, чтобы изготовить такое приспособление своими руками. При желании и наличии навыков работы со сложными техническими устройствами сделать это возможно. Следует, однако, учитывать, что это будет простейший ручной трубогиб, который тем не менее даст вам возможность выполнять качественную гибку тонкостенных изделий из мягких металлов.

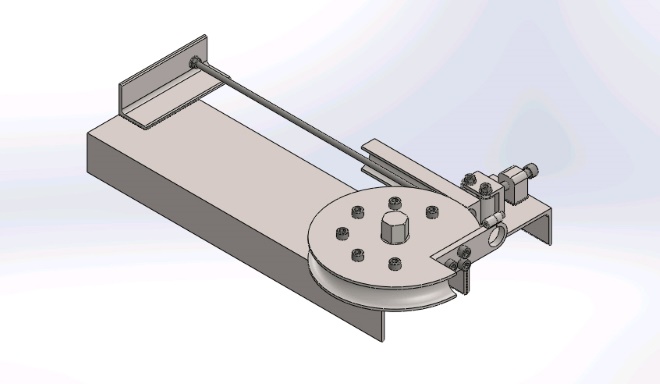
Самодельный трубогиб дорнового типа
Самое сложное при решении данной задачи – это изготовить своими руками массивную раму дорнового трубогиба, на которой будут фиксироваться все его конструктивные элементы. На раме такого ручного трубогиба крепятся многоручьевые гибочные ролики, придающие трубе требуемый радиус загиба, зажимные колодки и эксцентрик, обеспечивающий фиксацию трубы в нужном положении.
Элементом, который будет оказывать давление, является упорное приспособление, состоящее из упора, прижимных колодок, скобы и клина. Управляется данный узел дорнового трубогиба при помощи винта, на конце которого фиксируется штурвал.

Хорошим основанием для самодельного трубогиба будет толстая стальная плита
Модель механизма подачи дорна
Натяжной кронштейн, на который устанавливаются тяги и дорновые оправки, также крепится на раме трубогиба. В качестве привода самодельного трубогиба можно использовать лебедку, которую соединяют с гибочным сектором при помощи блоков и стальных канатов. За счет тяги, создаваемой лебедкой, будет обеспечиваться как рабочий ход гибочного ролика, так и его возврат в исходное состояние.
Если же вам приходится выполнять гибку тонкостенных труб различного диаметра не от случая к случаю, а довольно часто, лучше приобрести универсальное серийное оборудование, потому что самостоятельное изготовление дорнового трубогиба – задача не из легких.
Источник


