Типичные ошибки клиентов при оценке качества ЛКП. Часть 1: Адгезия.
На первый взгляд может показаться, что главная проблема и цель специалистов любой производственной компании — создание качественного продукта, способного удовлетворить потребности рынка. Разумеется, это так! Однако — главная, не значит — единственная. Любой предприниматель, обладающий достаточным опытом, отлично знает, насколько важен в бизнесе, так называемый, «человеческий фактор». Мы полностью разделяем эту точку зрения.
За годы работы специалистам компании АО «ПКФ-СПЕКТР» приходилось не раз сталкиваться с недоразумениями, вызванными недостаточной осведомленностью наших клиентов о тех или иных технологических особенностях нанесения или проверки качества ЛКП. В итоге из-за неправильного окрашивания или некорректных замеров, некоторые заказчики делали ошибочные выводы о качестве продуктов АО «ПКФ-СПЕКТР». Конечно это не вина клиентов, ведь порой даже профессионал, долгое время проработавший в данной сфере, не застрахован от ошибок.
Серия статей «Типичные ошибки клиентов» расскажет потенциальному покупателю о том, как правильно произвести те или иные измерения, а также как избежать дефектов покрытия и последующих ложных выводов о «низком качестве материала». Забегая вперед скажем: наше предприятие дорожит своей репутацией, а это значит, что абсолютно ВСЕ заявленные характеристики полностью соответствуют действительности.
Адгезия
Адгезия, или говоря иначе «прилипание материала», является одной из самых главных характеристик защитного покрытия. Вследствие нарушения технологии процесса окрашивания или некачественной подготовки поверхности, этот параметр может существенно измениться по сравнению с данными, указанными производителями краски. Для удобства восприятия мы представили информацию о самых распространенных ошибках нанесения или измерения этого показателя в формате «ошибка — комментарий специалиста».
ОШИБКА №1
Нанесение материала на гладкий металл с невысокими значениями шероховатости.
Одним из ярких примеров неправильного нанесения защитного покрытия является окрашивание «гладких» металлических поверхностей. С такой проблемой вполне можно столкнуться при антикоррозионной защите конструкции, содержащей детали, изготовленные из листовой стали. Недавно приобретенные листы могут иметь практически зеркальную поверхность, без каких-либо значимых внешних дефектов. Конечно, подобный внешний вид изделий, изготовленных из черного металла, является скорее исключением из правил. Однако это очень хорошо иллюстрирует данный тип ошибки. Для сохранения заявленного производителем срока службы эмали, окрашиваемая поверхность должна иметь определенную степень шероховатости (содержать микроцарапины, бороздки и т.д). Это требование обусловлено природой физико-химических процессов, проходящих при сцеплении защитного покрытия с металлической основой, а не качеством краски. При игнорировании данного требования, нанесенная на изделие эмаль по прошествии непродолжительного времени начнет отслаиваться крупными кусками, словно металлическая обертка.
В настоящее время Российские и международные нормативно-правовые документы не содержат четко определенных минимальных значений шероховатости окрашиваемого металла.
Для примера обратимся к ГОСТу 9.032-74 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные». В приложении 2 данного документа в зависимости от класса покрытия представлены лишь значения максимальной шероховатости, в то время, как минимальные значения отсутствуют.
Приложение 2 (выдержка)
| Класс покрытия | Наименование показателей окрашиваемой поверхности | Норма для получения покрытий | ||||||||
| гладких | рельефных | |||||||||
| однотонных | рисунчатых (молотковых) | «Муаровых» | «Шагреневых» | |||||||
| высоко глянцевых | глянцевых и глянцевых с лессирующим эффектом | полуглянцевых | полуматовых | матовых | глубокоматовых | глянцевых и полуглянцевых | полуматовых и матовых | полуматовых | ||
| I | Шероховатость Rzпо ГОСТ 2789-73, мкм, не более Неплоскостность, мм Отдельные неровности (высота, глубина) | 4 | 4 | — | — | 4 | — | — | — | — |
| не допускаются | — | — | не допускаются | — | — | — | — | |||
| не допускаются | — | — | не допускаются | — | — | — | — | |||
| II | Шероховатость Rzпо ГОСТ 2789-73, мкм, не более, поверхности: | |||||||||
| не подлежащей шпатлеванию | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | 20 | 20 | 20 | |
| подлежащей шпатлеванию | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | |
| Неплоскостность, мм | не допускаются | |||||||||
| Отдельные неровности (высота, глубина) | не допускаются | |||||||||
Другой, часто используемый нормативный документ ИСО-8501-1 – «Подготовка стальной основы перед нанесением красок и подобных покрытий – Визуальная оценка чистоты поверхности» также лишен конкретных значений шероховатости. Исходная степень загрязнения металлической поверхности, равно как и финальная оценка качества обработки металла, оценивается визуальным способом «на глаз» путем сравнения внешнего вида обработанного металла с эталонными образцами (фотографиями).
ВАЖНО: Наиболее оптимальным способом получения нужной адгезии эмали к металлической основе является предварительная механическая обработка. Исходя из конкретных условий окрашивания, металлические поверхности можно обрабатывать пескоструйным или дробеструйным способом, а также с помощью ручных инструментов. Подобной обработки будет вполне достаточно, чтобы поверхность металла приобрела нужные для надежного сцепления краски свойства.
ОШИБКА №2
Некачественная очистка окрашиваемой поверхности от масленой пленки, грязи и других загрязнений.
Помимо определенных значений шероховатости, изделие, подвергаемое окрашиванию, должно также иметь и должную степень очистки от смазки, масел, грязи — всего, что может негативно повлиять на параметры адгезии. Для примера рассмотрим реальный случай, описанный на одном из форумов, посвященных проблемам окраски.
ПРИМЕР: Окрашиванию подвергалась небольшая технологическая емкость, изготовленная из углеродистой стали. Специалисты компании проводили предварительное обезжиривание поверхности с помощью обычного бензина. После высыхания изделие было окрашено. Однако, очень скоро свежее покрытие в некоторых местах начало отслаиваться от металлической подложки. Причиной такого поведения эмали послужило наличие масленой пленки, плохо различимой невооруженным глазом.
К сожалению, подобные примеры не редкость. Они обусловленные недостаточным опытом специалистов и невысокой общей культурой производства.
ГОСТ 9.402-2004 содержит не только распространенные технологические схемы подготовки поверхности, но и подробно описывает методы контроля ее чистоты. На этом пункте стоит остановиться поподробнее, поскольку подобная информация точно будет полезна будущим клиентам. Важной частью данного ГОСТа является Таблица 19.
6.4 Контроль качества обезжиривания
6.4.1 Качество обезжиривания должно соответствовать требованиям таблицы 19.
Источник
ГОСТ 15140-78. Методы определения адгезии.
МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ
Методы определения адгезии
ГОСТ 15140-78
Настоящий стандарт распространяется на лакокрасочные материалы и устанавливает методы определения адгезии лакокрасочных покрытий к металлическим поверхностям: 1 — метод отслаивания; 2 — метод решетчатых надрезов; 3 — метод решетчатых надрезов с обратным ударом; 4 — метод параллельных надрезов.
Стандарт не распространяется на лакокрасочные покрытия, толщина слоя которых превышает 200 мкм, в части методов решетчатых надрезов, решетчатых надрезов с обратным ударом и параллельных надрезов.
(Измененная редакция, Изм. № 3).
1. МЕТОД ОТСЛАИВАНИЯ
1.1а. Сущность метода
Сущность метода заключается в определении адгезии отслаиванием гибкой пластинки от армированного стеклотканью покрытия и измерении необходимого для этого усилия.
(Введен дополнительно, Изм. № 1).
1.1. Аппаратура и материалы
Машина разрывная с максимальной нагрузкой не менее 30 Н (3 кгс), с погрешностью измерения нагрузки не более 1 %.
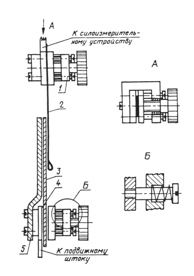
Приспособление для сохранения постоянного угла расслаивания (см. чертеж), прикрепляется к нижнему зажиму разрывной машины.
Прибор для измерения толщины покрытий с погрешностью не более 10 % (микрометр и др.).
Фольга мягкая рулонная толщиной 0,05 мм для технических целей по ГОСТ 618-73, из алюминия по ГОСТ 4784-74, марок АД1 и АД0.
Фольга рулонная для технических целей по ГОСТ 5638-75, толщиной 0,05 мм, из меди по ГОСТ 859-78 марок М0, М1, М2.
Ткани из стеклянного волокна по ГОСТ 8481-75, толщиной 0,04 — 0,06 мм.
Линейка металлическая для нарезания полос.
Лезвие бритвенное или ножницы.
Кисть волосяная плоская, мягкая, шириной не менее 10 мм, длина волос не менее 15 мм.
Стекло для фотографических пластинок размеров 9?12 по нормативно-технической документации.
Ацетон технический по ГОСТ 2768-84.
1.2. Подготовка к испытанию
Фольгу натягивают на стеклянную пластинку, выравнивают и обезжиривают ватным тампоном, смоченным в ацетоне.
Алюминиевую фольгу применяют для лакокрасочных материалов, отверждаемых при температуре не выше 300 °С, а медную фольгу для материалов, отверждаемых при температуре не выше 180 °С.
Лакокрасочный материал наносят тонким слоем на фольгу любым методом и сушат. После этого наносят второй слой, на который сразу накладывают стеклоткань, обезжиренную ацетоном и высушенную, плотно прижимают ее к фольге. Затем лакокрасочный материал кистью наносят на стеклоткань, полностью смачивая ее, удаляя все неровности и пузыри. Образец высушивают.
Вязкость, количество слоев, наносимых на стеклоткань, и режим сушки определяется нормативно-технической документацией на лакокрасочный материал.
Толщина покрытия со стеклотканью после сушки должна быть не ниже 70 мкм.
Высушенный образец снимают со стеклянной пластины и разрезают вдоль на 8 — 10 полосок размером 10×60 мм каждая. Крайние полоски отбрасывают, а на остальных вручную отслаивают фольгу от покрытия со стеклотканью на длину, несколько превышающую половину общей длины полоски (примерно 35 мм), и отгибают фольгу на 180 °С.
Допускается определять адгезию покрытия без армирования стеклотканью при большой толщине и низкой эластичности покрытий.
Перед определением адгезии, если сроки выдержки покрытия после сушки не оговорены в нормативно-технической документации на испытуемые материалы, образцы холодной сушки выдерживают при (20±2) °С и относительной влажности воздуха (65±5) % в течение 48 ч, а образцы горячей сушки не менее 3 ч.
Перед определением адгезии замеряют толщину покрытия не менее чем на трех участках поверхности испытуемого образца, при этом расхождение в толщине покрытия не должно превышать 10 %.
1.2. (Измененная редакция, Изм. № 1, 2, 3)
1.3. Проведение испытания
Испытание проводят при температуре (20±2) °С и относительной влажности воздуха (65±5) %, если в нормативно-технической документации на лакокрасочные материалы нет других указаний.
Полоску, полученную по п. 1.2, закрепляют на разрывной машине так, чтобы отогнутый край фольги был зажат в неподвижном зажиме, а покрытие со стеклотканью в подвижном зажиме. Часть нерасслоенного образца должна быть прижата к направляющей планке (см. чертеж).
Образец расслаивают при скорости движения подвижного зажима 0,0010 — 0,0012 м/с (65 — 70 мм/мин) и угле расслаивания 180 °С.
(Измененная редакция, Изм. № 1, 3).
1.4.Обработка результатов
Адгезию в Н/м (гс/см) вычисляют как среднее арифметическое из восьми, десяти определений, допускаемые расхождения между которыми не должны превышать 10 %.
(Исключен, Изм. № 2).
2. МЕТОД РЕШЕТЧАТЫХ НАДРЕЗОВ
2.1а. Сущность метода Сущность метода заключается в нанесении на готовое лакокрасочное покрытие решетчатых надрезов и визуальной оценке состояния покрытия по четырехбальной системе.
2.1. Аппаратура и материалы Пластины из листовой стали марки 08кп размером не менее 60×150 мм и толщиной (0,9±0,1) мм по ГОСТ 16523-89 или из других металлов, если это предусмотрено в нормативно-технической документации на лакокрасочный материал. Режущий инструмент: лезвие бритвенное в держателе любого типа; одно- или многолезвиевый нож с углом заточки режущей части 20 — 30° и кромкой лезвия толщиной 0,05 — 0,10 мм. Устройство для нанесения надрезов типа АД-3 по ТУ 6-23-9-89, включающее шаблон для нанесения надрезов и режущий инструмент. Линейка металлическая или шаблон с пазами, расположенными на расстоянии 1, 2 или 3 мм друг от друга. Кисть волосная, плоская, мягкая, шириной не менее 10 мм; длина волос не менее 15 мм. Прибор для измерения толщины покрытий с погрешностью измерения не более 10 %. Лупа с 2,5 — 4х увеличением. (Измененная редакция, Изм. № 2, 3).
2.2. Подготовка к испытанию
2.2.1. Для проведения испытания готовят два образца. Пластины для нанесения лакокрасочного материала подготавливают по ГОСТ 8832-76. Вид металла испытуемых пластин, обработку их поверхности перед нанесением лакокрасочного материала, вязкость испытуемого лакокрасочного материала, метод нанесения, количество слоев, возможность использования системы лакокрасочного покрытия, режим сушки и толщину пленки указывают в нормативно-технической документации на испытуемый лакокрасочный материал.
2.2.2. На подготовленные пластины наносят лакокрасочный материал и после сушки определяют толщину покрытия не менее, чем на трех участках поверхности испытуемого образца, при этом различие в толщине покрытия по длине образца не должно превышать 10 %.
Адгезию определяют после выдержки пленки по п. 1.2.
2.2.3. Перед проведением испытания бритвенное лезвие заменяют на новое, а качество режущей кромки ножа проверяют при помощи лупы. При наличии мелких зазубрин и затупления нож затачивается. При разногласиях в оценке адгезии нож затачивают, а лезвие заменяют на новое.
(Измененная редакция, Изм. № 3).
2.3. Проведение испытания
2.3.1. Испытания проводят на двух образцах и не менее, чем на трех участках поверхности каждого образца при условиях, указанных в п. 1.3, если в нормативно-технической документации на испытуемый лакокрасочный материал нет других указаний.
2.3.2. На каждом испытуемом участке поверхности образца на расстоянии от края не менее 10 мм делают режущим инструментом по линейке или шаблону или с помощью устройства АД-3 не менее шести параллельных надрезов до металла длиной не менее 20 мм на расстоянии 1, 2 или 3 мм друг от друга. Режущий инструмент держат перпендикулярно поверхности образца. Скорость резания должна быть от 20 до 40 мм/с. Аналогичным образом делают надрезы в перпендикулярном направлении. В результате на покрытии образуется решетка из квадратов одинакового размера.
Расстояние между соседними решетками должно быть не менее 20 мм.
Размер единичного квадрата решетки должен быть указан в нормативно-технической документации на испытуемый лакокрасочный материал. При отсутствии таких указаний на покрытия толщиной менее 60 мкм наносят решетку с единичным квадратом размером 1×1 мм, на покрытия толщиной от 60 до 120 мкм — 2×2 мм, на покрытия толщиной от 120 до 200 мкм — 3×3 мм.
Контроль прорезания покрытия до металла осуществляется при помощи лупы.
(Измененная редакция, Изм. № 3).
2.4. Обработка результатов
После нанесения надрезов для удаления отслоившихся кусочков покрытия проводят мягкой кистью по поверхности решетки в диагональном направлении по пять раз в прямом и обратном направлении.
Адгезию оценивают в соответствии с табл. 1, используя при необходимости лупу.
| Балл | Описание поверхности лакокрасочного покрытия после нанесения надрезов в виде решетки | Внешний вид покрытия |
|---|---|---|
| 1 | Края надрезов полностью гладкие, нет признаков отслаивания ни в одном квадрате решетки |  |
| 2 | Незначительное отслаивание покрытия в виде мелких чешуек в местах пересечения линий решетки. Нарушение наблюдается не более, чем на 5 % поверхности решетки |  |
| 3 | Частичное или полное отслаивание покрытия вдоль линий надрезов решетки или в местах их пересечения. Нарушение наблюдается не менее, чем на 5 % и не более, чем на 35 % поверхности решетки |  |
| 4 | Полное отслаивание покрытия или частичное, превышающее 35 % поверхности решетки |
Перевод четырехбалльной шкалы в шестибалльную шкалу для оценки адгезии методом решетчатых надрезов приведен в приложении.
За результат испытания принимают значение адгезии в баллах, соответствующее большинству совпадающих значений, определенных на всех испытуемых участках поверхности двух образцов; при этом расхождение между значениями не должно превышать 1 балл.
При равной повторяемости двух значений адгезию оценивают по большему значению.
(Измененная редакция, Изм. № 3).
(Исключен, Изм. № 2).
3. МЕТОД РЕШЕТЧАТЫХ НАДРЕЗОВ С ОБРАТНЫМ УДАРОМ
3.1а. Сущность метода
Сущность метода заключается в нанесении на готовое лакокрасочное покрытие решетчатых надрезов и визуальной оценке состояния решетки покрытия после ударного воздействия, оказываемого на обратную сторону пластины в месте нанесения решетки. Метод предназначен для определения адгезии высокоэластичных покрытий.
(Введен дополнительно, Изм. № 1).
3.1. Аппаратура и материалы
Прибор для определения прочности пленки при ударе — по ГОСТ 4765-73.
Приспособления и материалы, указанные в п. 2.1.
(Измененная редакция, Изм. № 2, 3).
3.2. Подготовка к испытанию
Подготовка пластин и нанесение испытуемых материалов на подготовленные пластинки производят по п. 2.2.
3.3. Проведение испытания
Решетчатые надрезы на образцы испытуемых покрытий наносят по п. 2.3, после этого образец окрасочной поверхностью помещают на наковальню прибора таким образом, чтобы участок с решетчатыми надрезами был расположен под бойком. Затем производят ударное воздействие на образец.
Испытание проводят по ГОСТ 4765-73, разд. 3, до установления высоты, при которой ударное воздействие не вызывает отслаивания решетки. При нормированном показателе груз устанавливают на заданную высоту.
(Измененная редакция, Изм. № 1, 2, 3).
3.4. Обработка результатов>
Адгезию оценивают величиной прочности при обратном ударе в сантиметрах, который выдерживает покрытие без отслаивания надрезанных квадратов, что соответствует баллу 1 по табл. 1.
Результат испытания оценивают по ГОСТ 4765-73, разд. 4.
(Измененная редакция, Изм. № 2).
3.5. (Исключен, Изм. № 2).
4. МЕТОД ПАРАЛЛЕЛЬНЫХ НАДРЕЗОВ
4.1а. Сущность метода
Сущность метода заключается в нанесении на готовое лакокрасочное покрытие параллельных надрезов и визуальной оценке состояния покрытия по трехбалльной системе.
(Введен дополнительно, Изм. № 1
4.1. Аппаратура и материалы
Лента липкая на полиэтилентерефталатной основе.
Аппаратура и материалы — по п. 2.1.
4.2. Подготовка к испытанию
Подготовка пластинок и нанесение испытуемого лакокрасочного материала на подготовленные пластинки проводят по п. 2.2.
4.3. Проведение испытания
Адгезию с применением липкой ленты определяют на двух параллельных образцах и не менее чем на трех участках каждого образца. На каждом участке поверхности образца на расстоянии от края пластины не менее 10 мм делают не менее пяти параллельных надрезов длиной не менее 20 мм до металла на расстоянии 1, 2 или 3 мм друг от друга с помощью режущего инструмента по п. 2.1.
Перпендикулярно надрезам накладывают полоску липкой ленты размером 10×100 мм и плотно ее прижимают, оставляя один конец полоски неприклеенным.
Быстрым движением ленту отрывают перпендикулярно от покрытия. Адгезию по методу параллельных надрезов оценивают по трехбалльной шкале (табл. 2).
| Балл | Описание поверхности лакокрасочного покрытия после нанесения надрезов и снятия липкой ленты | Внешний вид покрытия |
|---|---|---|
| 11 | Края надрезов гладкие |  |
| 21 | Незначительное отслаивание пленки по ширине полосы вдоль надрезов (не более 0,5 мм) |  |
| 31 | Отслаивание покрытия полосами |  |
(Измененная редакция, Изм. № 1, 3).
4.4. Обработка результатов Обработка результатов — по п. 2.4.
4.5. (Исключен, Изм. № 2).
| Четырехбалльная шкала | Шестибалльная шкала |
|---|---|
| 1 | 0 |
| 2 | 1 |
| 3 | 2.3 |
| 4 | 4.5 |
(Измененная редакция, Изм. № 1)
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности
РАЗРАБОТЧИКИ
Л.П. Лаврищев, М.И. Карякина, Н.В. Майорова. Н.Л. Масленникова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18.05.78 № 1336
3. Периодичность проверки — 5 лет
4. В стандарт введен международный стандарт ИСО 2409-72
5. ВЗАМЕН ГОСТ 15140-69
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка> | Обозначение НТД, на который дана ссылка> |
|---|---|
| ГОСТ 618-73 | 1.1 |
| ГОСТ 859-78 | 1.1 |
| ГОСТ 2768-84 | 1.1 |
| ГОСТ 4765-73 | 3.1; 3.3; 3.4 |
| ГОСТ 4784-74 | 1.1 |
| ГОСТ 5638-75 | 1.1 |
| ГОСТ 8481-75 | 1.1 |
| ГОСТ 8832-76 | 2.2.1 |
| ГОСТ 16523-89 | 2.1 |
7. Ограничение срока действия снято по решению Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8. ПЕРЕИЗДАНИЕ (декабрь 1995 г.) с Изменениями № 1, 2, 3, утвержденными в ноябре 1982 г., июне 1986 г., октябре 1991 г. (ИУС 2-82, 10-86, 1-92)
Источник


