- Рекомендации для подбора полотен для ленточнопильных станков.
- Основные типы полотен
- Подбор пильного полотна и настройка ленточной пилы по металлу
- Рекомендации по выбору ленточных пил
- Что такое TPI (EPI) у велосипедных покрышек
- Между показателем TPI (EPI) и типом покрышки, её весом и стоимостью есть четкая зависимость:
- Исходя из параметра TPI, покрышки делят на skinwall и gumwall.
- Как влияет TPI на выбор покрышки
- Вопросы и ответы: станки ленточнопильные по металлу
- В чем преимущества резки на ленточнопильном станке по сравнению с монтажными пилами, токарным станком и прочим оборудованием?
- Как определиться с классом станка по объему предстоящих работ?
- По каким характеристикам ведется выбор?
- Есть ли возможность плавной регулировки скорости для точной настройки под разные материалы?
- Что означают цифры в названии ленточнопильных станков Jet?
- Нет ли моделей, аналогичных по массе монтажной пиле или болгарке, чтобы можно было переносить одному человеку?
- Есть ли смысл переставлять полотно для снятия с него постоянного напряжения натяжки или можно работать одним, пока не затупится?
- Возникла вибрация ленточного полотна, как ее устранить?
- Как можно судить о правильности выбранного режима резания по форме стружки?
- На какой скорости лучше резать чугун, нержавеющую и обычную сталь?
- У нового полотна стали выкрашиваться зубья, пошла сильная вибрация. Из-за чего?
- Отчего могут возникать трещины во впадинах зубьев полотна?
- В чем может быть причина появления трещин с задней части полотна?
- Разрез становится все более кривым, что делать?
- Можно ли самостоятельно устранить трещины пильных полотен? Какие есть способы их ремонта?
- При распилке идет дымящаяся пережженная стружка с цветом побежалости. Как этого избежать?
- Что означает «TPI» в обозначении ленточного полотна?
- Как подбирать шаг зубьев ленты в зависимости от заготовки?
- Слышал, что перед началом распиливания надо подготовить полотно. Как это сделать?
- Какое оптимальное натяжение полотна?
- На сколько хватит одной пильной ленты?
- Что надо докупить для эффективной работы с ленточным станком?
- Какая бывает разводка ленточных полотен?
- Что зависит от формы зубьев ленточного полотна?
- Какой материал пильных полотен оптимален для распилки заготовок из различных металлов?
Рекомендации для подбора полотен для ленточнопильных станков.
Длина строго лимитирована для каждой модели станка +- 5мм, в пределах регулировки натяжения..
Ширина полотна должна быть максимально возможной в пределах условий решаемой задачи и спецификаций станка.
Это значит, что если не требуется пилить по радиусу, то лучше ставить самое широкое полотно из тех, что допускает инструкция по эксплуатации. Широкое полотно прочнее узкого и выдерживает более высокое усилие подачи без прогиба. Когда требуется выполнить криволинейный пропил, учитывают, что минимальный радиус закругления должен быть как минимум втрое больше ширины полотна.
Шаг зубьев чаще всего обозначают числом перед аббревиатурой TPI, указывающим количество зубьев, приходящееся на дюйм длины полотна. Шаг подбирают в зависимости от материала, толщины заготовки и требуемой чистоты распила. Для дерева и пластика в контакте с заготовкой должно быть минимум три зуба, для металлов от 4 до 20. Чем чаще расположены зубья, тем чище будет распил, но меньше скорость подачи и предельная толщина заготовки.
Форма зуба может обозначаться по разному, но наиболее распространены полотна типов «skip» и «regular».
Зубья «skip» у полотен с крупным шагом, таких как 3, 4 или 6 TPI. У них предусмотрено большое пространство для вывода опилок (плохой выброс опилок приводит к снижению качества реза). Форма зубьев «regular» больше похожа на треугольник. Поскольку эти полотна не имеют такого пространства для стружки, они рассчитаны на пиление с меньшей подачей и менее толстых заготовок, зато обеспечивают более чистый рез и лучше работают с твердыми и плотными материалами. Шаг у таких полотен от 10 TPI и выше.
Основные типы полотен
3 TPI «skip»

Предназначено для быстрой черновой распиловки толстых заготовок, особенно хорошо подходит для продольного пиления. Качество реза можно незначительно улучшить, снизив скорость подачи и увеличив натяжение до максимально-допустимого уровня.
4 TPI «skip»

Хороший выбор в качестве универсального полотна для продольного пиления большинства пород дерева, включая сучковатые заготовки. Качества распила, близкого к финишному, достигают при медленной подаче и большом натяжением ленты.
6 TPI «skip»

Полотно общего назначения. Рекомендуемая область применения при нормальной скорости подачи заготовки толщиной до 50 мм в случае продольного пиления и до 150 мм в случае поперечного. Превышать эти параметры допускается при сниженной скорости подачи. Это полотно обеспечивает чистовое пиление и оптимально для большинства пород древесины.
10 TPI «regular»

Используют в основном для искусственных материалов, таких как фанера, МДФ, легкие металлы и пластики. Также возможно чистовое пиление заготовок толщиной до 50 мм из натуральной древесины с низкой скоростью подачи. При работе с металлами необходимо снижать скорость движения ленты, если конструкция станка это позволяет.
14 TPI «regular»

Это полотно дает очень чистый распил фанеры, пластика и МДФ. Может использоваться и для натуральной древесины, но только если ее толщина не превышает 25 мм. Также это полотно идеально для пиления легких металлов на небольшой скорости. Независимо от типа распиливаемого материала подача должна быть медленной.
Источник
Подбор пильного полотна и настройка ленточной пилы по металлу
Залог успешной и качественной работы зависит не только от оборудования, но от хорошей оснастки и качественного режущего инструмента. Тем не менее, при неправильном подборе или неправильной установке даже очень дорогого полотна, результат работы может быть неудовлетворительным, а ресурс самого полотна недолгим.
Первое на что следует обратить внимание при выборе, это состав полотна.
M42 BiMetal – состав: сталь 82%, кобальт 8% и молибден 10%.Полотна M42 сочетают в себе недорогую стоимость и высокий ресурс, идеально подходят для резки сплошных и пустотелых заготовок из стали твердостью до 45 HRC и цветных металлов, таких как медь, алюминий и т.п.M51 BiMetal — состав: сталь 89% и кобальт 11%.Полотна M51 используются для стали твердостью выше 50 HRC, жаропрочных никель-хромовых сплавов, титановых сплавов, нержавеющей стали и бронзы.Соответственно в зависимости от состава металла заготовки выбираем M42 или M51.
Далее необходимо правильно подобрать шаг зуба. Как правило, шаг зуба обозначается аббревиатурой TPI (Tooth per inch) – количество зубов на дюйм. Шаг зуба может быть как переменным, так и постоянным. При этом важно учитывать, что в процессе резания, в материале должно находиться не менее трех зубьев пильного полотна. Полотна с постоянным шагом, 18TPI, 14TPI, 10TPI и т.д., используются для резки прутков небольшого сечения, алюминия и цветных металлов, а также для пустотелых заготовок с толщиной стенки до 3 мм. Полотна с переменным шагом зуба маркируются 10/14TPI, 8/12TPI, 6/10TPI и т.д. используются как для сплошного, так и для пустотелого металла. Ниже приведены таблицы для подбора оптимального шага в зависимости от параметров заготовки.
Источник
Рекомендации по выбору ленточных пил

Последовательность действий при выборе ленточных пил
1. Модель станка.
От модели станка зависят :
– Длина петли ленточной пилы. Например, длина, ширина и толщина ленточного полотна соответственно 5500 х 34 х 1,1 мм. Номинальный размер длины пилы, который указывается в паспорте станка (в данном случае 5500 мм), может иметь допуск +/- 50 мм. Это величина хода натяжного шкива.
– Ширина и толщина полотна. Это, как правило, величина постоянная. Эти размеры сложились издавна от типоразмеров выпускаемой стали «бирмингемского проката» и имеют следующий ряд: 10х0,9; 13×0,9; 20×0,9; 27×0,9; 34×1,1; 41×1,3; 54×1,6 и так далее.
2. Тип режущей кромки биметаллических ленточных пил.
В настоящее время наиболее широкое распространение имеют ленточные пилы со следующими типами режущей кромки:
| Материал | С – углерод | Cr – хром | W- вольфрам | Mo – молибден | V — ванадий | Co -кобальт |
| Углеродистые стали | 1,3% | 0,2% | ||||
| Matrix | 0,7% | 3,8% | 1,0% | 5,0% | 1,0% | 7,0% |
| M 2 | 0,8% | 4,15% | 6,37% | 5,0% | 1,92% | |
| M 42 | 1,1% | 4,0% | 1,5% | 9,3% | 1,1% | 7,9% |
| M 51(M71) | 1,3% | 4,3% | 9,4% | 3,4% | 3,2% | 9,8% |
Выбор ленточных пил в зависимости от твердости зубьев:
— твердость режущей кромки углеродистых ленточных пил: 62-64 HRCэ;
— твердость режущей кромки биметаллических ленточных пил M2 (Матрикс): 62-64 HRCэ;
— твердость режущей кромки биметаллических ленточных пил M42: 67-68.5 HRCэ;
— твердость режущей кромки биметаллических ленточных пил M51: 67.5-69 HRCэ.
Соотношение цена/стойкость наиболее предпочтительна у пил с режущей кромкой из быстрорежущей стали M42.
Средняя цена одного метра пил WIKUS 34×1,1 из M42 составляет
9-11 евро, средняя цена одного метра Matrix 2
7-8 евро, средняя цена одного метра M51 – 12-14 евро.
Соотношение в стойкости пил при разрезании конструкционных углеродистых сталей: M42 — 100%, Matrix 2
Применение ленточных пил Matrix 2 оправдано при пилении небольших объемов заготовок, при разрезании цветных металлов и профильных заготовок.
Ленточные пилы M51/M71 применяют для разрезания труднообрабатываемых жаропрочных и нержавеющих сталей и сплавов, титанов и т.д.
3. Передний угол режущей кромки зубьев.
Ленточные пилы выпускаются с зубьями с передним углом 0° ,6-7°, 9-10°, 14-15°.
Чем больше передний угол, тем лучше врезающая способность зубьев, однако тем меньше износостойкость.
Пилы с передним углом 0° и 6-7° выпускают для разрезания профильных заготовок.
Пилы с передним углом 10°-15° применяют для разрезания заготовок с диаметрами свыше 120 мм, вязких материалов, цветных металлов, пластиков и т.д.
4. Выбор шага зубьев.
TPI – английское сокращение от Tooth Per Inch (зубьев в дюйме – количество зубьев на расстоянии 25,4 мм). Германское сокращение TPI — ZpZ.
Пилы с постоянным шагом. Все зубья пилы имеют одинаковый шаг и форму. Используются для резки цельных заготовок, мягких материалов и неметаллов.
Пилы с переменным шагом. Периодически изменяющийся профиль впадины зубьев. Обеспечивает некоторое снижение вибраций и шума при резании. Используется для расширения диапазона размеров заготовки.
Шаг зубьев зависит от ширины разрезаемой заготовки.
Обычно применяется правило – не менее 3 зубьев в теле заготовки, оптимально 10-12 зубьев, максимально – 22 зуба.
Например, для разрезания заготовки Ф100 можно выбрать шаг зубьев 3TPI, 4TPI, 3/4TPI, 4/6TPI.
Источник
Что такое TPI (EPI) у велосипедных покрышек

Среди характеристик велосипедных покрышек есть такое понятие как TPI (Threads Per Inch) или EPI (Ends Per Inch).
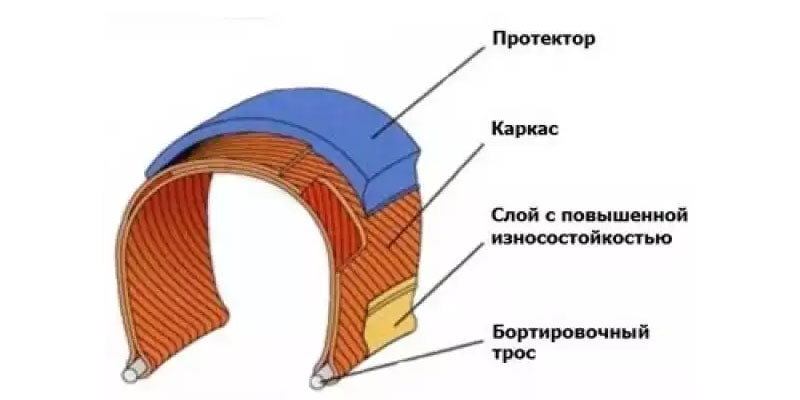
Оба эти понятия определяют плотность плетения каркаса покрышки или количество нитей корда на 1 дюйм.
Каркас покрышки, придающий ей форму, сплетается из нейлоновых или различных синтетических нитей. Вот как раз, с какой плотностью будет плестись этот каркас, и определяет значение TPI.
Эту характеристику достаточно часто указывают прямо на покрышке, обозначая его двух или трехзначным числом рядом с надписью TPI или EPI.

В Европе больше используют понятие EPI, а TPI – обозначение, принятое во всем мире, но по сути это одно и то же.
Между показателем TPI (EPI) и типом покрышки, её весом и стоимостью есть четкая зависимость:
- Чем больше TPI — тем плотнее лежат нити корда в каркасе покрышки. При этом на боковинах меньше резины, следовательно, шина легче по весу, но и дороже – ведь плетение сложнее и нитей больше.
- Меньше число TPI – нитей корда меньше, а резины больше – шина тяжелее, но дешевле.
- Есть исключение из общего правила. У покрышек для экстремальных велосипедных дисциплин (например, фрирайд, даунхил и т.п.) высокое значение TPI – у них плотный каркас и много резины. Но для этого типа покрышек вес не имеет значения. Тут безопасность и надежность превыше всего.
Покрышка с большим значением TPI прочнее, она сложнее прокалывается и держит большее давление.
Исходя из параметра TPI, покрышки делят на skinwall и gumwall.
Skinwall (скинвол) – это покрышки с большим TPI. Обычно он от 44 и выше. Резины у них мало, обычно борта покрыты тонкой резиновой пленкой и поэтому часто на боках видно плетение нитей корда. Практически всегда корд в них кевларовый.

Это легкие, высокотехнологичные и дорогие изделия.
Бортировочный трос в таких покрышках, в подавляющем большинстве случаев из кевлара или арамидных нитей, хотя иногда его делают и из стали. Правда, в этом нет особого смысла, т.к. стальной трос значительно тяжелее кевларового, а ведь одно из главных преимуществ скинвольных покрышек – маленький вес.
Покрышки с кевларовым кордом и бортировочным тросом называют еще фолдинговые или складные, потому что их можно компактно сложить, и при хранении или транспортировке они будут занимать значительно меньше места. Такую покрышку можно спокойно положить в велосипедную сумку в велопоходе.

Gumwall (гумвол) – покрышки с TPI до 40. Эти шины с большим количеством резины на боках и никакого плетения нитей корда на них не видно. Они более дешевые и тяжелые. Но это не значит, что они плохие. Просто они предназначены для других целей.
Бортировочный трос на них всегда стальной. Вес особого значения не имеет, а стоимость стального троса ниже, чем кевларового.
Для велотуризма, где гораздо важнее износоустойчивость и стойкость к боковым порезам, чем вес — лучше использовать именно эти шины.
Как влияет TPI на выбор покрышки
Наилучшим компромиссом между весом, ценой и антипрокольностью считается значение TPI от 50 до 60. Это то, что подойдет большинству обычных городских велолюбителей.
Более тонкие борта скинвольных покрышек быстрее изнашиваются за счет постоянной деформации при качении. Считается, что в среднем, срок жизни скинвольной покрышки, при всех прочих равных условиях, на 1000 км меньше, чем гумвольной.
Тем, кто ездит на городском велосипеде на работу, по городу, просто для удовольствия и собственного здоровья не стоит гоняться за каждым граммом веса. Им вполне себе подойдут гумвольные покрышки с низким TPI и толстым резиновым слоем. Они дешевле и прослужат дольше.
Тем, кто гоняет на шоссейном велосипеде на скорость – конечно лучше покупать лёгкие скинвольные покрышки с высоким TPI.
Ну а любителям экстремальных велосипедных дисциплин типа даунхила (скоростной спуск по пересеченной местности, downhill — «вниз с холма»), фрирайда (freeride — езда по искусственно сооружённым трассам, с естественными и искусственными препятствиями) или кроскантри (Cross Country — гонки по пересечённой местности, лесу, где есть спуски, подъёмы, скоростные участки) лучше всего подойдут специализированные шины и с толстым слоем резины и большим TPI.
Так что нет идеальных шин на все случаи жизни – каждая покрышка для своих целей.
Источник
Вопросы и ответы: станки ленточнопильные по металлу
В чем преимущества резки на ленточнопильном станке по сравнению с монтажными пилами, токарным станком и прочим оборудованием?
Это оборудование имеет множество достоинств:
- малые потери материала в стружку за счет очень узкого реза (0,6 – 0,9 мм), что делает выгодной разделку цветных и прочих дорогостоящих металлов, тонкостенных профилей;
- большая скорость работы по сравнению с механической ножовкой и отрезной пилой;
- качественный спил без заусенцев, что исключает дальнейшую доводку напильником. Точность перпендикулярности резки делает ненужной последующую подрезку торца на токарном станке. Также низкая шероховатость спиленной поверхности позволяет обойтись без шлифовки;
- за счет малой толщины реза высокий КПД – малый расход электричества;
- низкий шум и отсутствие абразивной пыли, что облегчает работу в помещении;
- высокая стойкость пильных лент – их замена будет требоваться редко.
Как определиться с классом станка по объему предстоящих работ?
Все зависит от сферы его применения. Если речь идет о работе строительной бригады, которой надо время от времени резать пучки арматуры, труб и профилей, но при этом не годится качество, получаемое монтажной пилой, то вполне хватит небольшой бытовой модели. Ширина полотна у них равна 13 мм, системы подвода СОЖ нет. К таким станкам относятся Makita 2107 FW, Jet MBS-56CS, Энкор Корвет-422.
Для небольших предприятий, на которых мастера работают ежедневно в течение одной смены, подойдут профессиональные модели с шириной ленты от 20 мм и точностью реза 0,2 мм на 50 мм заготовки, например Jet HVBS-712K или HVBS-812RK. У таких станков всегда есть встроенная подача охлаждающей жидкости.
Для интенсивного использования в промышленности (в две смены в день по 8 часов) нужны более мощные жесткие модели, с точностью отрезки 0,2 мм на 100 мм детали, такие как Jet HVBS-912, HBS-1018W и подобные. У этих станков ширина полотна начинается от 27 мм.
По каким характеристикам ведется выбор?
- Прежде всего, надо определиться с максимальной толщиной/диаметром профилей/труб, которые придется разрезать. Желательно, чтобы предельный размер заготовок, которые планируется обрабатывать, превышал это значение примерно на 10%. Это важно для исключения функционирования оборудования на пределах возможностей. Также это увеличит скорость резки и качество полученной поверхности.
- Потребность в получении наклонных спилов до 45 или 60 градусов определяет соответствующий диапазон поворота тисков или рамы с полотном. Возможность поворота заготовки в обе стороны позволит сократить число переустановок.
- Толщина наклонного реза на 45 – 60 градусов «устанавливает» предельную толщину заготовок.
- Полуавтоматическая резка позволяет опускать и поднимать раму с заранее выбранной скоростью без участия оператора.
- Возможность плавной регулировки скорости резания для точной настройки под материал заготовки.
- Напряжение питания.
Есть ли возможность плавной регулировки скорости для точной настройки под разные материалы?
У большинства ленточнопильных станков обороты регулируются дискретно из 2 – 4 вариантов путем переустановки ремней на шкивы. Плавная ручная настройка скорости доступна у следующих моделей: Optimum S210G Vario и S275G Vario, Jet MBS-1321W, HBS-1321W и HBS-7040VS. Последние три модели предназначены для промышленного использования с возможностью непрерывной эксплуатации в две смены.
Для однофазной сети на 220 В подойдут Jet MBS-910VS , MBS-708VS и HVBS-34VS, предназначенные, соответственно, для промышленных, профессиональных и бытовых условий работы (индекс «VS» говорит о плавном вариаторе скорости).
Что означают цифры в названии ленточнопильных станков Jet?
Число в их артикуле несет информацию о размере рабочего стола. Например, HVBS-812RK имеет зону обработки 8 на 12 дюймов, т.е. 200х305 мм, а у HBS-1321W стол 13 на 21 дюймов, т.е. 330х50 мм.
Нет ли моделей, аналогичных по массе монтажной пиле или болгарке, чтобы можно было переносить одному человеку?
Среди ленточных пил есть следующие, схожие с монтажной пилой или УШМ по размерам: Makita 2107 FW, 2106W и Jet HVBS-34VS (вес 6 – 15 кг). Последняя выделяется возможностью реза заготовок под углом 45 градусов за счет поворота пильной рамы. Также на ней можно точно настроить скорость под разные марки стали.
Для работы на вытянутых руках удобна мобильная ручная пила Makita 2107 FK (вес 5,7 кг). Ее коллекторный щеточный двигатель также позволяет выбрать скорость для распила заготовок, толщиной до 120 мм.
Есть ли смысл переставлять полотно для снятия с него постоянного напряжения натяжки или можно работать одним, пока не затупится?
При постоянном натяжении полотна в нем, как и в любой другой долговременно нагруженной детали, накапливаются напряжения усталости. Хотя изначально оно рассчитано на такой режим работы, для увеличения срока службы его рекомендуется иногда разгружать.
Если ленточнопильный станок работает постоянно в течение дня, то лучше в обед поменять полотна, чтобы одно использовалось только утром, а другое – только вечером. В конце смены полотно снимается и вывешивается, вывернутое внутренней стороной наружу, для снятия накопившихся напряжений.
Возникла вибрация ленточного полотна, как ее устранить?
Действуйте в следующем порядке:
- в первую очередь проверьте, не треснуло ли полотно, также у него может быть кривой сварной шов, выломанные зубья. Если это так, немедленно замените его на исправное;
- удостоверьтесь в том, что правильно выбран шаг ленты – если он слишком большой, то это может стать причиной вибрации. Возможно, Вы установили слишком маленькую заготовку, для которой требуется полотно с более частым расположением зубьев;
- проконтролируйте правильность выбора скорости подачи режущей рамы. Если вибрация сопровождается задирами и неровностями по поверхности спила, то чаще всего это результат дефектов полотна или неправильно выбранного режима резания;
- проверьте, ровно ли станок стоит на полу.
Как можно судить о правильности выбранного режима резания по форме стружки?
Если на ленточнопильном станке верно настроена подача и скорость резания, то стружка выходит тонкая, вьющаяся. Если же она получается «толстая», с легким голубым оттенком – значит, выбрана слишком большая подача и/или скорость ленты, что приводит к чрезмерному снятию материала и перегреву инструмента. Мелкая, нитевидная, постоянно обламывающаяся стружка говорит о недостаточной величине подачи и малой загруженности оборудования.
На какой скорости лучше резать чугун, нержавеющую и обычную сталь?
Чем тверже материал заготовки, тем на меньшей скорости ее можно раскраивать. Для высокопрочных легированных и нержавеющих сталей скорость ленты должна быть не более 25 м/мин. Для низколегированной стали и чугуна эта величина равна 40 м/мин. Наиболее распространенные в обработке конструкционные стали (материал большинства труб и профилей) режутся при 60 м/мин. А медь, алюминий и прочие цветные металлы и пластики можно резать на 80 м/мин.
У нового полотна стали выкрашиваться зубья, пошла сильная вибрация. Из-за чего?
Причин может быть несколько:
- в первую очередь удостоверьтесь в том, что заготовка надежно зажата;
- проверьте качество сварного шва полотна и силу его натяжки. Недотянутая лента будет проскальзывать, что приведет к вибрации;
- возможно, проволочная щетка для очистки ленты не работает или износилась, из-за чего стружка попадает в зону резания и вызывает вибрации;
- выбран слишком мелкий или крупный шаг зубьев (подбирается по сечению заготовки). Уточните этот параметр по таблице;
- сильное врезание полотна в заготовку из-за слишком большой подачи или малой скорости движения ленты.
Отчего могут возникать трещины во впадинах зубьев полотна?
Трещины, как и прочие дефекты пильной ленты, часто появляются из-за его неправильной натяжки (оптимальная – около 300 Н/мм). Другие причины:
- направляющие неправильно настроены – при слишком большом зазоре между ними полотно болтается и трескается;
- загрязнение роликов и шкивов маслом, грязью и налипшей мелкой стружкой;
- если у станка с вертикальным полотном (как у Jet JWBS 14) выбрано слишком большое расстояние от зоны резания до направляющих, то повышается изгибающая сила, действующая на инструмент. Попробуйте максимально приблизить опорный узел ленты к месту реза;
- неправильная установка полотна в опорный узел, который попадает зажимом на впадины зубьев.
В чем может быть причина появления трещин с задней части полотна?
Такое часто случается из-за перегрузки ленты при чрезмерной скорости подачи. Также могли износиться подшипники направляющих. При этом они неравномерно прижимают оснастку, которая тыльной частью начинает касаться бурта шкивов. От возникающих при этом перегрузок и появляются трещины.
Разрез становится все более кривым, что делать?
Прежде всего, удостоверьтесь в перпендикулярности настройки стола и тисков относительно пильного полотна. Также проверьте, не ослабла ли натяжка ленты. Другой причиной названной Вами проблемы может быть увеличившийся зазор между направляющими и расшатанность их креплений.
Можно ли самостоятельно устранить трещины пильных полотен? Какие есть способы их ремонта?
Для того чтобы эти дефекты не появлялись как можно дольше, соблюдайте технологический режим резания и следите за состоянием направляющих полотна. Если трещины все же появились, их увеличение можно замедлить.
При длине разрывов менее 10 мм с обеих ее сторон у самого конца оснастки наносятся сильные удары кернером. Произойдет упрочнение материала ленты наклепом, что прекратит рост трещины.
Еще проще просверлить через кончик разрыва маленькое отверстие, диаметром 3 мм, которое перераспределит разрывающее давление с одной точки на окружность – это тоже остановит разрушение. Пробоину длиннее 10 мм можно заварить ацетиленовой горелкой с присадочной проволокой, но требуется большой опыт в сварке.
Совсем небольшие разрывы можно поправить с помощью напильника. Но такой метод недопустим, если предстоит дальнейшая заточка ленты на автомате, т.к. неизбежны рытвины во впадинах зубьев.
Не пытайтесь вручную устранить трещины на задней кромке зубов, т.к. эта их часть всегда должна иметь правильную форму. Их можно править только на специальных заточных станках.
При распилке идет дымящаяся пережженная стружка с цветом побежалости. Как этого избежать?
Перегрев зоны резания часто говорит о слишком большой подаче – попробуйте ее снизить. Удостоверьтесь, что полотно не затуплено. Также проверьте работоспособность очищающей полотно от стружки щетки – ее волоски могли со временем износиться. Если вышеперечисленные меры не помогли, значит, требуется подача СОЖ.
Что означает «TPI» в обозначении ленточного полотна?
TPI – это аббревиатура «Tooth Pro Inch», т.е. шаг (число) зубьев полотна на 1 дюйм (2.54 см) длины. Например, у полотна 14TPI – 14 зубов на дюйм. Бывает переменный шаг зубьев, как 6/10TPI – от 6 до 10 на дюйм. Такие ленты с изменяющимся профилем предназначены для резки труб, швеллеров, двутавров и связок прутков с минимальными вибрациями и шумом.
Кроме частоты зубьев, в обозначения полотна зашифрованы все остальные его параметры. Например: «M42; 13×0,65×1640 мм; 10TPI» – биметаллический металл M42 с зубами из быстрорежущей стали; ширина полотна 13 мм, толщина 0,65 мм, длина 1640 мм; 10TPI – шаг зубьев 10 на 1 дюйм.
Как подбирать шаг зубьев ленты в зависимости от заготовки?
TPI определяется толщиной разрезаемой детали. Общее правило состоит в том, что в любой момент резания в теле детали должно быть 3-4 зуба. Если же их будет меньше, то нагрузка на каждый резко возрастет, что приведет к преждевременной поломке полотна.
Так, для разрезки прутков, диаметром до 10 мм, шаг зубьев ленты 14TPI, для 10 – 30 мм – 10TPI, для 30 – 50 мм – 8TPI и т.д. С полной таблицей соответствий размеров заготовки и шага зубьев полотен можно ознакомиться в паспортах станков и каталогах металлообработки Jet.
Слышал, что перед началом распиливания надо подготовить полотно. Как это сделать?
Дело в том, что только что надетая лента не может быть идеально распределена по поверхности ведущего и ведомого шкивов, а также между направляющими подшипниками. Соответственно, если ей сразу начать резать с полной нагрузкой, то возникнут дополнительные напряжения, из-за которых она начнет изнашиваться быстрее.
Поэтому новое полотно надо подготовить в следующем порядке. Сначала включить станок и дать ему поработать вхолостую 5 – 10 мин. Далее начать распиливать заготовку с подачей и скоростью, уменьшенными в 2 раза по сравнению с номинальными значениями для данных условий. Если возникла сильная вибрация, постепенно снижайте подачу до полной остановки, а после попробуйте повторить эти манипуляции на еще меньшей скорости.
Через 15 – 30 минут такой работы можно выходить на номинальный режим.
Какое оптимальное натяжение полотна?
Лента настраивается с натяжением около 300 Н/мм. Если она затянута слабее, то увеличивается погрешность перпендикулярности реза, если слишком сильно, то повышается вероятность разрыва. Для постоянного контроля натяжки полотна у некоторых станков в комплекте идет встроенный тензометр, для других моделей его необходимо приобретать отдельно.
На сколько хватит одной пильной ленты?
Средний ресурс ленточного полотна составляет 1,5 – 2 м2 общей площади разделанной мягкой стали (Ст.3, Ст.20 и т.п.), что эквивалентно 1500 – 2000 разрезам прутка, диаметром 50 мм. Но если правильно соблюдать режимы работы (подбор шага зубьев, скорости и подачи), использовать СОЖ и давать полотнам отдых на снятие напряжений, то суммарная площадь разделки ленты возрастает до 3 – 5 м2 (3000 – 5000 разрезов того же прутка).
Для самой простой оценки производительности пильной ленты принимают, что каждый ее метр распиливает 1 м2 заготовки из мягкой стали. Чаще всего ленты рвутся по сварному шву, и если они еще острые, то можно сварить их заново.
К примеру, экспериментально установлено, что полотном, длиной 3,3 м, для ленточнопильного станка Jet HBS-1018W в среднем можно распилить сотню прутков из мягкой стали (Ст.3), диаметром 200 мм (т.е. общая площадь реза 100*[3,14*0,22]/4=3,14 м2), или тысячу труб того же размера, со стенкой 5 мм. Как видим, вышеуказанные приблизительные правила оценки ресурса полотен выполняются.
Что надо докупить для эффективной работы с ленточным станком?
Полотна с разным шагом для заготовок разной величины и запасные пильные ленты для их посменной замены и поочередного снятия напряжений. При резке длинных заготовок очень полезны стойки с горизонтальными и угловыми направляющими, роликовые столы (рольганги) для подачи деталей, такие как Jet MRT-2000, Optimum 3357610, Proma PS-521 25000521 и Metabo RS 420 W 0910053361.
Какая бывает разводка ленточных полотен?
У пильных лент наиболее распространены три формы разводки зубьев:
- стандартная, состоящая из последовательно идущих друг за другом, наклоненных влево и вправо зубов, перемежающихся третьим, прямым. Предназначена для резки любой стали;
- переменная из левостороннего, правостороннего и зачистного зубов – отличается пониженным шумом и вибрацией в работе;
- волновая разводка зубьев с постепенно нарастающим углом их бокового отклонения предназначена для резки заготовок из тонкостенного профиля.
Что зависит от формы зубьев ленточного полотна?
Их наклон влияет на то, для обработки заготовок из какого материала они предназначены. Для различных значений переднего угла наклона кромки зубьев оптимальными являются следующие металлы:
- 0 градусов – тонкие прутки и тонкостенные трубы из твердой высокоуглеродистой стали;
- 10 градусов – толстые трубы и профили из легированной стали;
- 16 градусов – прутки из особо твердых высоколегированных и трудно обрабатываемых материалов, цветные металлы;
- переменный передний угол на 10 – 16 градусов – для сплошных прутков из легированной стали с повышенными требованиями к шероховатости спила.
Какой материал пильных полотен оптимален для распилки заготовок из различных металлов?
По стандартам ISO соответствие материалов пильных лент и заготовок следующее:
- для распилки низко- и нелегированной стали, твердостью до 22 HRC, подходит углеродистая и биметаллическая сталь полотен Matrix II;
- для нержавеющих, термостойких и цветных сплавов подбираются биметаллические полотна М42;
- для высокопрочных легированных сталей предпочтительны пильные ленты из биметалла М51;
- серый чугун, сплавы на основе никеля и титана, твердостью до 62 HRC, режут особо прочными полотнами из твердого сплава ТСТ.
Источник


